1 – RESUMO EXECUTIVO
Este artigo apresenta uma revisão sistemática aprofundada de literatura acadêmica e técnica sobre a explosividade da farinha de trigo, compilando dados e estatísticas cruciais para a compreensão e mitigação desse fenômeno perigoso. Com base nas diretrizes rigorosas de normas técnicas nacionais (ABNT, NR) e internacionais (IEC, NFPA, ASTM), são discutidos em detalhe os principais parâmetros de explosividade – KST, Pmax, MIE, MAIT, MEC, DBR, MIT, LOC e VRT – e suas metodologias de determinação e implicações práticas. Adicionalmente, traça-se a evolução histórica da moagem industrial do trigo, correlacionando-a com as etapas críticas de produção e os principais acidentes registrados globalmente e no Brasil, reforçando a imperatividade da gestão proativa de riscos em ambientes que manipulam poeiras combustíveis. Os resultados desta pesquisa são cruciais para a elaboração de Laudos Técnicos de Áreas Classificadas (NR-10, NR-20), Análise de Perigos de Poeira (DHA – Dust Hazard Analysis), e para o desenvolvimento de Planos de Prevenção e Proteção contra Explosões (PPE), fornecendo uma base técnico-científica indispensável.
2 – INTRODUÇÃO

A farinha de trigo, um dos pilares da alimentação humana por milênios, transcendeu suas origens artesanais para se tornar um produto essencial da indústria global. A evolução dos moinhos de vento e água para as modernas plantas de moagem automatizadas representa um salto monumental em eficiência e escala. Contudo, essa industrialização, impulsionada pela demanda crescente e pela busca por padronização, trouxe consigo um desafio inerente e muitas vezes subestimado: a explosividade da poeira de farinha. Incidentes passados servem como dolorosas, mas instrutivas, lembranças da imperatividade da segurança em ambientes de poeira combustível. Este artigo busca traçar a trajetória da farinha de trigo no processo industrial, detalhar as etapas críticas de sua produção em larga escala, revisitar os principais acidentes históricos que moldaram a compreensão global sobre os riscos associados, e, de forma crucial, apresentar uma revisão sistemática dos parâmetros de explosividade e suas implicações técnicas, fornecendo uma base robusta para a gestão de riscos e a aplicação de normas de segurança nacionais e internacionais.
3 – HISTÓRIA DA FARINHA DE TRIGO NO PROCESSO INDUSTRIAL
DO MOINHO DE PEDRA À ENGENHARIA DE PRECISÃO
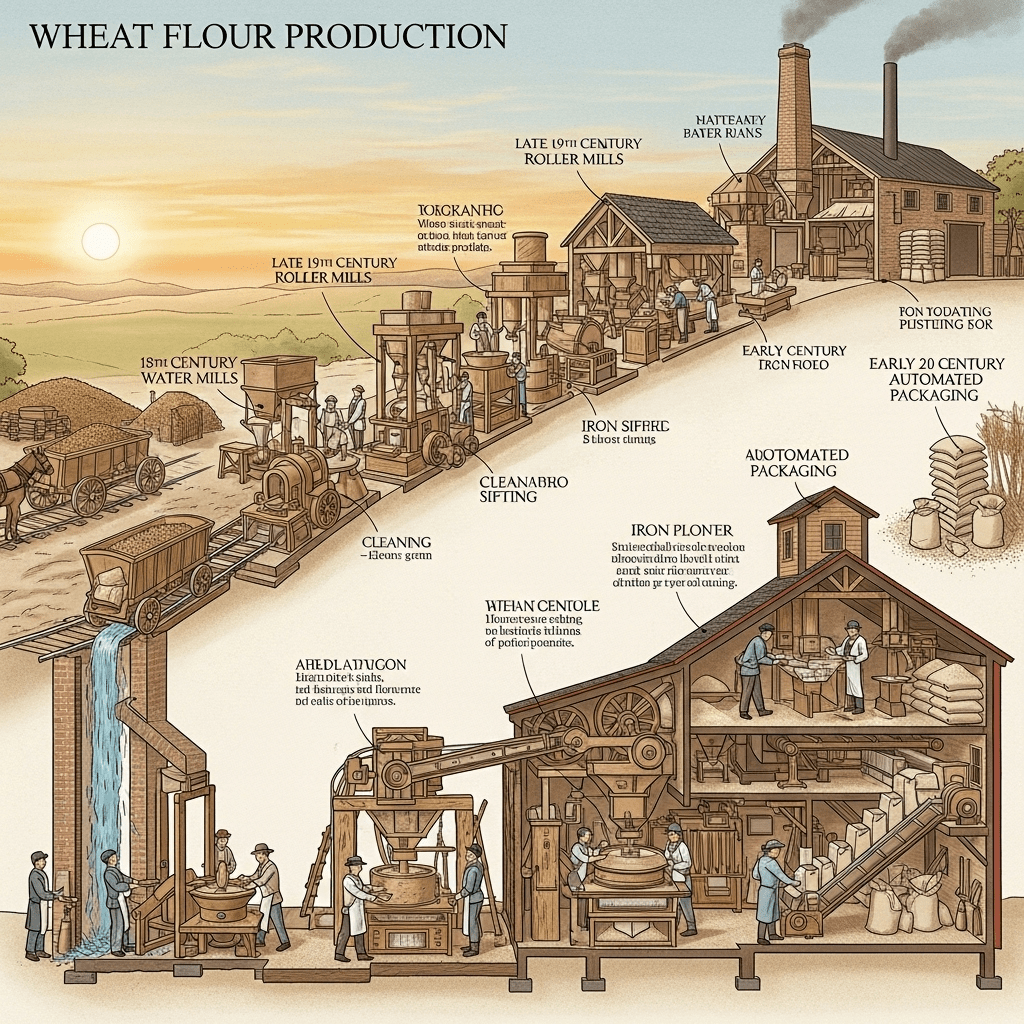
A história da farinha é indissociável da história da civilização, mas sua inserção na escala industrial é um fenômeno relativamente recente, marcado por avanços tecnológicos que revolucionaram a produção e a segurança:

3.1 – Moagem Artesanal e Semi-Artesanal (Antiguidade e Idade Média)
Por milênios, a moagem do trigo era realizada em pequena escala, com moinhos de pedra acionados por força humana ou animal. A posterior popularização de moinhos movidos a água (a partir do Império Romano) e, mais tarde, a vento (na Idade Média), aumentou a capacidade, mas a produção ainda era localizada, descontínua e dependente de mão de obra intensiva. A geração de poeira era considerável, mas as escalas menores limitavam a magnitude dos riscos. Os ambientes eram mais abertos, permitindo a dispersão da poeira e reduzindo a concentração explosiva.
3.2. Revolução Industrial (Século XVIII-XIX – Vapor e Moinhos de Pedra Aperfeiçoados)
Com a invenção da máquina a vapor, a moagem deixou de ser limitada pela presença de rios ou ventos, permitindo a instalação de moinhos em centros urbanos. Grandes moinhos a vapor surgiram, aumentando drasticamente a produção. No entanto, a base tecnológica ainda era a moagem por pedra, que gerava muita fricção, calor e, consequentemente, uma quantidade significativa de poeira fina. A combinação de maior volume de produção, ambientes mais confinados e fontes de ignição abundantes (caldeiras a vapor, iluminação a gás, atrito mecânico) criou as condições para os primeiros grandes acidentes. A falta de compreensão sobre a explosividade da poeira levou a projetos de fábricas com pouca ventilação e limpeza inadequada, acumulando o “combustível”.
3.3. A Era dos Cilindros (Roller Mills – Final do Século XIX)
O verdadeiro divisor de águas foi a introdução dos moinhos de cilindros (roller mills), especialmente na Áustria e Hungria, popularizados nos EUA por volta de 1870. Esses moinhos, ao invés de esmagar o grão entre pedras, passavam-no por uma série de cilindros de aço lisos ou ranhurados, que gradualmente o quebravam e separavam o farelo do endosperma.
-
Vantagens: Produção mais homogênea, maior rendimento de farinha branca (com menor contaminação por farelo), menos calor gerado por tonelada de farinha e maior capacidade de processamento. A mudança para moagem a seco e em múltiplas passagens reduziu o risco de contaminação por fragmentos de pedra.
-
Desafios para a segurança: Paradoxalmente, a produção de farinha mais fina e mais “limpa” resultou em uma poeira com maior superfície de contato e menor MIE (Energia Mínima de Ignição), tornando-a intrinsecamente mais explosiva. A automação e a complexidade crescente das plantas industriais também significaram mais pontos de acúmulo de poeira (ex: transportadores fechados, filtros) e maiores volumes confinados, onde as explosões poderiam se propagar com maior severidade.
3.4. Automação e Padronização (Século XX – Presente)
O século XX testemunhou a automação completa dos processos, com sistemas de transporte pneumático, sensores, controle computadorizado e embalagens de alta velocidade. Isso levou a uma produção massiva e contínua, com elevada eficiência. A busca por segurança se tornou mais premente, com o desenvolvimento de tecnologias de supressão, alívio de explosão, inertização e detecção de poeira, impulsionadas pela experiência acumulada de acidentes e pela regulamentação crescente. A gestão da poeira passou a ser vista como um processo contínuo e essencial.
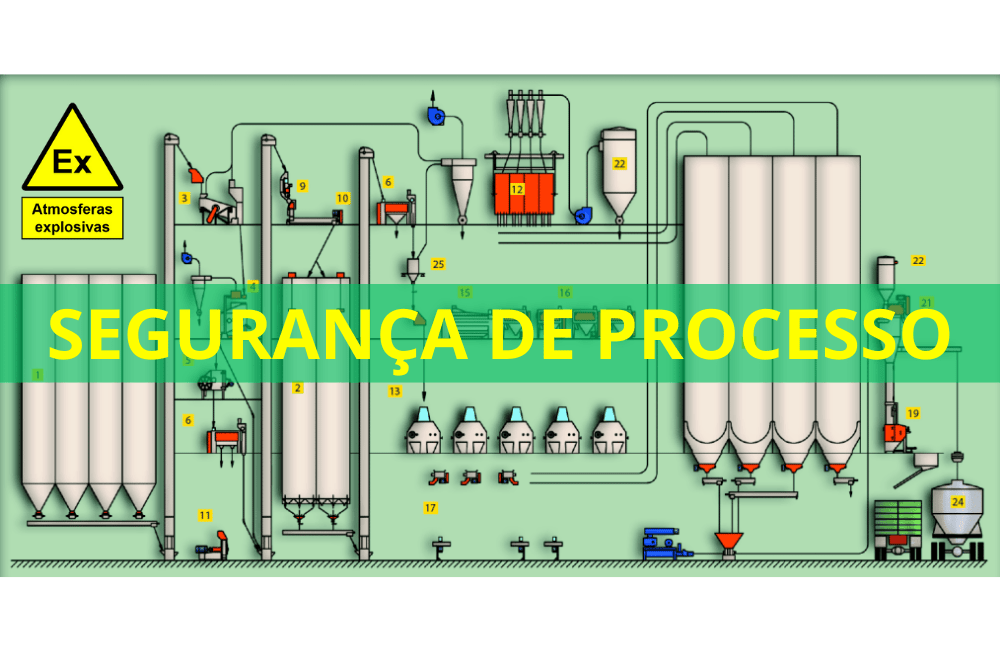
4. AS ETAPAS DO PROCESSO INDUSTRIAL DA FARINHA DE TRIGO: ONDE A POEIRA AMEAÇA!

O processo moderno de moagem de trigo é uma sequência complexa e integrada de etapas, cada uma com seus próprios riscos de geração e acúmulo de poeira, exigindo controle rigoroso:
-
a. Recepção e Armazenamento do Grão Bruto:
-
b. Limpeza do Grão:
-
c. Condicionamento (Temperagem):
-
d. Moagem (O Coração do Processo):
-
e. Classificação e Blendagem:
-
f. Armazenamento da Farinha Acabada:
-
g. Ensacamento e Expedição:
4.1 – RECEPÇÃO E ARMAZENAMENTO DO GRÃO BRUTO
-
Descrição: O trigo é recebido em caminhões, vagões ou navios, descarregado em moegas e transportado por elevadores de canecas ou correias para silos de armazenamento.
-
Riscos de Poeira: A descarga, o transporte e o carregamento dos silos geram grande quantidade de poeira, tanto grossa quanto fina. A turbulência do ar em moegas e a operação de elevadores de canecas podem criar nuvens densas. As atmosferas dentro dos silos e áreas de descarga são frequentemente classificadas como Áreas Zona 20 ou 21 devido à presença contínua ou frequente de nuvens explosivas. O atrito em equipamentos (elevadores, transportadores) e o calor de motores representam fontes de ignição.
4.2 – LIMPEZA DO GRÃO
-
Descrição: O trigo passa por uma série de equipamentos (peneiras vibratórias, aspiradores de ar, separadores magnéticos, descaroçadores) para remover impurezas como pedras, palha, cascas, metais e outros grãos.
-
Riscos de Poeira: A agitação intensa do grão e a sucção de partículas leves geram poeira, que é capturada em sistemas de exaustão com ciclones e filtros de manga. Esses sistemas de coleta de pó são pontos de alta concentração e acúmulo de poeira e, portanto, apresentam risco crítico de explosão, exigindo proteção específica (painéis de alívio, supressão). O calor de ventiladores e o potencial de faíscas metálicas são preocupações constantes.
4.3 – CONDICIONAMENTO (TEMPERAGEM)
-
Descrição: O grão limpo é umedecido com água e deixado em repouso por um período (6-24 horas) em caixas de temperagem para que a umidade se distribua uniformemente no grão. Isso otimiza a separação do farelo do endosperma durante a moagem, melhorando o rendimento e a qualidade da farinha.
-
Riscos de Poeira: Embora a umidade reduza a dispersão, os sistemas de transporte para as caixas de condicionamento podem gerar alguma poeira. A umidade controlada é uma medida preventiva indireta, pois auxilia na aglomeração das partículas e reduz a dispersão na etapa subsequente de moagem, mas não elimina a necessidade de controle de fontes de ignição.
4.4 – MOAGEM (O CORAÇÃO DO PROCESSO)
-
Descrição: O trigo condicionado passa por uma série de moinhos de cilindros (roller mills), que o quebram em estágios sucessivos. Cada estágio é seguido por peneiras (plansifters) que separam a farinha das partículas maiores (farelo e sêmola). O material que ainda não é farinha volta para outros cilindros para redução adicional. Este é um processo contínuo de quebra, peneiramento e purificação, geralmente realizado por sistemas de transporte pneumático.
-
Riscos de Poeira: Esta é a etapa de maior geração de poeira fina. Os moinhos geram finas partículas através do atrito e impacto dos cilindros. As peneiras e os sistemas de transporte pneumático, que movem o material entre os estágios, criam nuvens de poeira em ambientes confinados e com grande energia de movimento. Cada equipamento (moinhos, peneiras, transportadores) e a sala de moagem são considerados ambientes de alto risco para explosões, exigindo medidas de proteção robustas como alívio de explosão, supressão e isolamento de explosão.
4.5 – CLASSIFICAÇÃO E BLENDAGEM
-
Descrição: As diferentes frações de farinha produzidas são classificadas (por finura e conteúdo de proteínas) e podem ser misturadas em blenders para obter tipos específicos de farinha para o mercado (e.g., farinha para pães, bolos, massas). Aditivos (vitaminas, minerais) são incorporados nesta etapa (fortificação).
-
Riscos de Poeira: As operações de mistura e o manuseio dos aditivos em pó (que também podem ser combustíveis) podem gerar e suspender poeira. A movimentação de materiais dentro dos blenders e a descarga podem criar atmosferas explosivas.
4.6 – ARMAZENAMENTO DA FARINHA ACABADA
-
Descrição: A farinha é armazenada em grandes silos ou baias antes do ensacamento.
-
Riscos de Poeira: Semelhante à recepção do grão, o carregamento e descarregamento dos silos de farinha acabada podem gerar nuvens de poeira. Os sistemas de transporte e a ventilação desses silos devem ser projetados para controlar a dispersão de poeira e proteger contra explosões.
4.7 – ENSACAMENTO E EXPEDIÇÃO
-
Descrição: A farinha é pesada, ensacada em embalagens de diferentes tamanhos e preparada para distribuição.
-
Riscos de Poeira: As máquinas ensacadoras, que enchem os sacos em alta velocidade, são uma fonte significativa de poeira dispersa no ambiente. A área de ensacamento, por sua natureza aberta e com movimentação de materiais, demanda limpeza constante (“housekeeping”) e controle rigoroso de fontes de ignição, especialmente eletrostática, devido ao atrito da farinha com as embalagens.
5 – TESTE DE EXPLOSIVIDADE

5.1 – METODOLOGIA
A pesquisa foi conduzida como uma revisão sistemática e análise crítica de dados, seguindo um protocolo rigoroso. Foram consultadas bases de dados acadêmicas e técnicas de alto impacto (e.g., Scopus, Web of Science, ScienceDirect, IEEE Xplore), além de publicações de institutos de pesquisa e agências normativas (e.g., NFPA, OSHA, VDI). Os termos de busca incluíram “wheat flour dust explosion”, “combustible dust parameters”, “KST value”, “MIE measurement”, “dust explosion testing standards”, “industrial milling history”, “dust explosion accidents Brazil”. Os critérios de inclusão priorizaram artigos revisados por pares, relatórios técnicos e dissertações/teses que apresentassem dados experimentais quantitativos para a farinha de trigo, determinando parâmetros de explosividade conforme metodologias padronizadas (e.g., ASTM E1226, ASTM E1515, EN 13821). A extração de dados focou em valores médios, faixas de variação, condições experimentais (e.g., granulometria, umidade) e correlações entre os parâmetros. A análise crítica dos resultados visou identificar a consistência dos dados, as limitações dos estudos e as implicações práticas para a engenharia de segurança, sempre com o respaldo das normas ABNT NBR IEC 60079 (série completa para atmosferas explosivas), NFPA 652 (Standard on Combustible Dusts), NFPA 654 (Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids), e ASTM (American Society for Testing and Materials) para métodos de teste.
A análise dos dados compilados revela um perfil de periculosidade elevado para a farinha de trigo, evidenciando a necessidade de medidas de controle robustas. Os principais parâmetros de explosividade, suas metodologias e suas implicações são detalhados a seguir:
5.1 – KST (Índice de Explosividade ou Constante de Explosão)
-
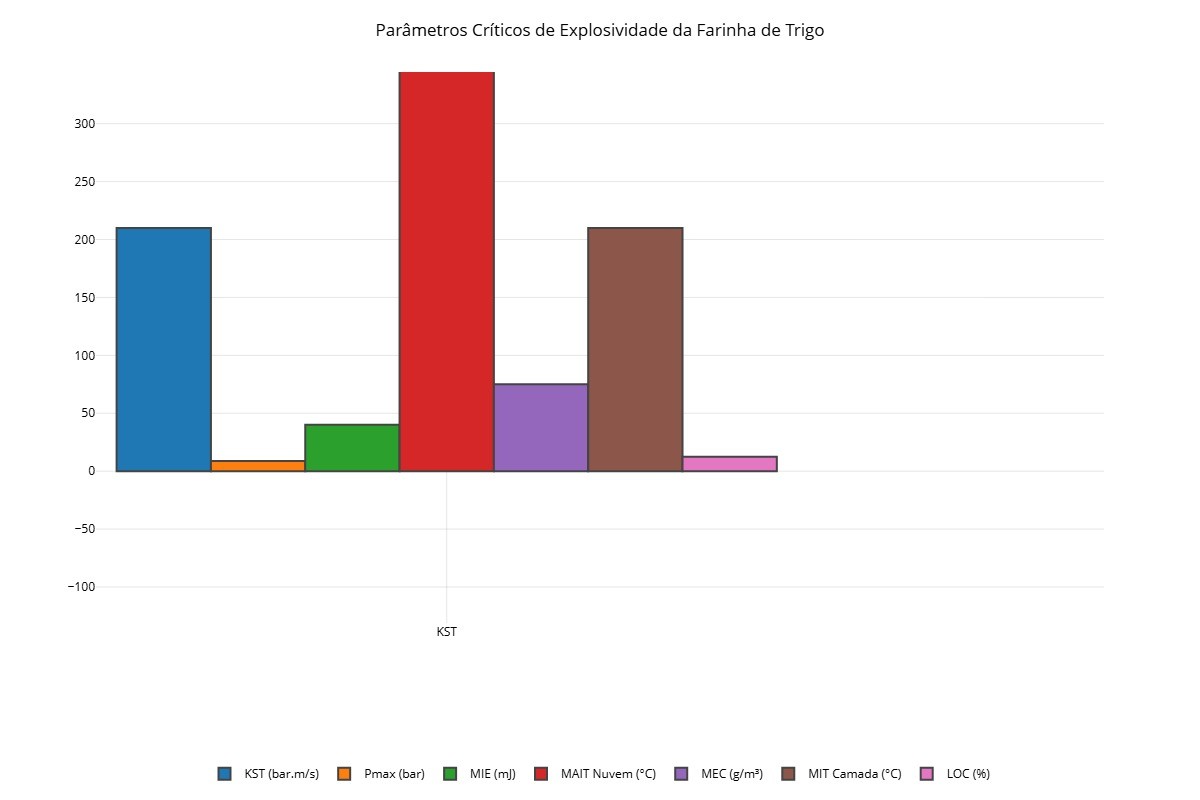
Valores Encontrados: Tipicamente variando entre 180 e 220 bar.m/s, com alguns estudos reportando valores até 250 bar.m/s para condições de alta finura da partícula.
-
Classificação: A farinha de trigo é categorizada como Poeira Classe St2 (explosão forte), conforme a classificação VDI 2263 e IEC 60079-10-2.
-
Metodologia: Determinado através da taxa máxima de aumento de pressão (dP/dt_max) em equipamentos como a Esfera de 20 Litros (ASTM E1226, EN 15967).
-
Implicações Técnicas: O KST é uma medida intrínseca da severidade de uma explosão e diretamente proporcional à taxa máxima de aumento de pressão. Um KST elevado indica que a explosão de farinha de trigo gera uma onda de pressão com uma velocidade extremamente alta. Isso é fundamental para o dimensionamento de sistemas de descompressão (vent panels, rupture discs) em equipamentos e invólucros, pois a área da ventilação de alívio de explosão é calculada com base no KST, Pmax e no volume do vaso. A alta taxa de aumento de pressão exige sistemas de alívio com baixíssima inércia e rápida atuação, como painéis de alívio sem massa significativa e com baixa pressão de ruptura estática.
5.2 – Pmax (Pressão Máxima de Explosão)
-
Valores Encontrados: Geralmente entre 8,0 e 9,5 bar (800 a 950 kPa).
-
Metodologia: Medida em um vaso fechado (Esfera de 20 Litros ou Vaso de 1 m³) após a ignição de uma nuvem de poeira (ASTM E1226, EN 15967).
-
Implicações Técnicas: A Pmax representa a pressão máxima que seria atingida em um volume completamente fechado após a ignição de uma nuvem de poeira idealmente dispersa. Este parâmetro é crucial para o projeto e especificação da resistência estrutural (pressão de projeto) de equipamentos (silos, transportadores, filtros de manga, moinhos) que contêm a poeira combustível. Equipamentos devem ser projetados para suportar a Pmax ou possuir sistemas de proteção que a reduzam a um valor seguro. Em caso de deflagração, se a Pmax for atingida, a integridade do equipamento pode ser comprometida, resultando em propagação de chama, lançamento de detritos e, consequentemente, uma potencial explosão secundária em maior escala.
5.3 – MIE (Energia de Ignição Mínima com Indutância)
-
Valores Encontrados: Tipicamente entre 30 e 60 mJ (millijoules), com valores para farinhas mais finas e secas podendo cair para a faixa de 20 mJ.
-
Metodologia: Determinado através do método de descarga capacitiva de faísca (conforme ASTM E2019 ou EN 13821), que simula a descarga de energia em uma nuvem de poeira.
-
Implicações Técnicas: A MIE é um indicador crítico da sensibilidade da poeira a fontes de ignição. Valores tão baixos para a farinha de trigo a tornam extremamente suscetível a ignição por descargas eletrostáticas comuns (geradas por atrito entre materiais, pelo movimento de materiais em tubulações, ou por operadores não aterrados), faíscas mecânicas (atrito entre peças metálicas ou desalinheamento de equipamentos), calor de atrito e aquecimento de superfície. Medidas de controle de fontes de ignição são prioritárias, incluindo: aterramento e ligação equipotencial de todos os componentes do sistema, controle da umidade relativa do ar (idealmente > 50-60% para aumentar a dissipação de carga na superfície da poeira), uso de materiais dissipativos, calçados e vestimentas antiestáticas para operadores, e sistemas de detecção e supressão de faíscas.
5.4 – MAIT (Temperatura Mínima de Ignição Automática – Nuvem de Poeira)
-
Valores Encontrados: Variações entre 350 a 400°C.
-
Metodologia: Teste realizado em fornos tubulares aquecidos (ASTM E1491, EN 50281-2-1), onde a nuvem de poeira é dispersa e a temperatura de ignição espontânea é registrada.
-
Implicações Técnicas: Define a temperatura máxima de superfície de equipamentos (e.g., secadores, motores, rolamentos, luminárias) que pode entrar em contato com uma nuvem de poeira sem causar ignição. Atingir ou exceder a MAIT representa um risco imediato de autoignição. Normas como a IEC 60079-14 (Seleção e Instalação de Equipamentos) e a NR-10 (Segurança em Instalações e Serviços em Eletricidade) exigem que a temperatura superficial máxima de equipamentos elétricos instalados em áreas classificadas não exceda um determinado percentual da MAIT (geralmente 2/3 ou 5/6, dependendo da norma e do tipo de proteção) ou a menor temperatura de ignição do gás/vapor/poeira presente.
5.5 – MEC (Concentração Explosiva Mínima do Pó)
-
Valores Encontrados: Geralmente entre 60 e 80 g/m³, para nuvens uniformemente dispersas.
-
Metodologia: Determinada em equipamentos como a Esfera de 20 Litros (ASTM E1515, EN 15967), variando a concentração de poeira até encontrar a mínima que suporta a propagação de chama.
-
Implicações Técnicas: A MEC define o limite inferior de concentração de poeira no ar abaixo do qual a mistura não é inflamável. Acima da MEC, a mistura é considerada potencialmente explosiva. Um valor relativamente baixo para a farinha de trigo (em comparação com a poeira visível) significa que mesmo “pequenas” quantidades de poeira suspensa podem criar uma atmosfera perigosa. Isso sublinha a importância crítica de programas de limpeza rigorosos (“housekeeping”) para evitar o acúmulo de poeira em superfícies e a dispersão acidental (por vibração, correntes de ar, ou perturbação mecânica), que podem facilmente exceder a MEC. Sistemas de ventilação e exaustão adequados são essenciais para manter as concentrações de poeira suspensa abaixo deste limite.
5.6 – DBR (Taxa de Queimadura de Poeira – Deflagration Index)
-
Valores Encontrados: Não é um valor numérico fixo como o KST, mas o KST (bar.m/s) é diretamente relacionado ao DBR. Valores de KST St2 implicam uma propagação de chama e uma taxa de aumento de pressão extremamente rápidas.
-
Metodologia: Derivado dos dados de dP/dt_max obtidos na Esfera de 20 Litros ou Vaso de 1m³.
-
Implicações Técnicas: O DBR reflete a velocidade com que a chama se propaga através da nuvem de poeira e a pressão sobe. Um alto DBR para a farinha de trigo significa que uma explosão se desenvolve em milissegundos, exigindo sistemas de proteção ultrarrápidos, como sistemas de supressão de explosão por descarga de agentes químicos que atuam antes que a Pmax seja atingida, ou sistemas de isolamento de explosão que impedem a propagação da chama para outras partes da planta. A natureza rápida do DBR é um fator chave no planejamento de despressurização e isolamento de explosão.
5.7 – MIT (Temperatura Mínima de Ignição – Camada de Poeira)
-
Valores Encontrados: Tipicamente entre 200 e 250°C.
-
Metodologia: Teste realizado aquecendo uma camada de poeira de espessura definida sobre uma placa quente (EN 50281-2-1).
-
Implicações Técnicas: Diferente da MAIT, que se refere à nuvem, a MIT refere-se à autoignição de uma camada de poeira. Camadas de poeira em superfícies quentes (e.g., tubulações de vapor, motores, luminárias, dutos de aquecimento) podem iniciar um processo de combustão lenta (smoldering), que pode evoluir para chamas e, mais perigosamente, se a camada for perturbada e suspensa no ar, gerar uma nuvem explosiva, resultando em uma explosão secundária de grande poder. A MIT é crítica para definir as temperaturas máximas de superfície permitidas para equipamentos em contato com poeira acumulada e para estabelecer a frequência de limpeza, pois mesmo uma camada fina pode ser perigosa.
5.8 – LOC (Concentração Limitadora de Oxigênio)
-
Valores Encontrados: Comumente entre 11 e 13% de Oxigênio (quando utilizando Nitrogênio como gás inerte).
-
Metodologia: Determinada em equipamentos de teste de explosividade, onde a concentração de oxigênio é gradualmente reduzida até que a ignição não seja mais possível (ASTM E2931, EN 14756).
-
Implicações Técnicas: A LOC é a concentração máxima de oxigênio em uma mistura gás-poeira abaixo da qual a explosão é impossível, independentemente da concentração de poeira ou da energia da fonte de ignição. Este parâmetro é fundamental para o projeto de sistemas de inertização em equipamentos fechados como silos, tanques de mistura, moinhos e transportadores pneumáticos. Ao reduzir o teor de oxigênio abaixo da LOC através da injeção de gases inertes (nitrogênio, dióxido de carbono), a atmosfera explosiva é eliminada, tornando a explosão termodinamicamente inviável. A manutenção de uma purga contínua para garantir que a concentração de O2 permaneça abaixo da LOC é um método eficaz de prevenção.
5.9 – VRT (Resistividade ao Volume e Teste de Relaxamento de Carga)
-
Valores Encontrados: Resistividade volumétrica geralmente acima de 10^9 Ohm.m (1 GΩ.m) para a farinha de trigo seca. Tempos de relaxamento de carga podem variar de segundos a minutos, dependendo da umidade e granulometria.
-
Metodologia: A resistividade é medida usando métodos eletrométricos (ASTM D257, IEC 60079-32-2), e o tempo de relaxamento de carga avalia a taxa de dissipação de cargas eletrostáticas em uma amostra.
-
Implicações Técnicas: A alta resistividade da farinha de trigo a classifica como um material altamente carregável eletrostaticamente (isolante/dissipativo pobre). Durante o manuseio, transporte e moagem, a farinha adquire e retém cargas eletrostáticas, que podem acumular-se em superfícies de equipamentos ou no próprio material até atingir um potencial de descarga. Essa descarga eletrostática (faísca) pode ter energia suficiente para exceder a MIE da farinha, atuando como uma fonte de ignição. As medidas de controle incluem: aterramento e ligação equipotencial contínua de todos os equipamentos condutivos; controle da umidade relativa ambiente (idealmente acima de 50-60%) para facilitar a dissipação de cargas; uso de materiais condutivos ou dissipativos para mangueiras, tubulações e componentes em contato com a poeira; e o emprego de equipamentos de proteção individual (EPIs) antiestáticos, como calçados dissipativos e vestimentas condutivas, para os trabalhadores.
Os dados compilados são cruciais para a visualização do perfil de periculosidade. Abaixo, um exemplo de estrutura JSON para um gráfico que pode ser utilizado para ilustrar os parâmetros de explosividade típicos para a farinha de trigo. A visualização gráfica permite uma compreensão rápida da magnitude dos riscos e auxilia na priorização das medidas de controle.
6 – A ARQUITETURA INTEGRADA DA SEGURANÇA: DESVENDANDO A SINERGIA ENTRE LAUDOS DE ÁREAS CLASSIFICADAS, DHAS E PLANOS DE PREVENÇÃO DE EXPLOSÕES ATRAVÉS DA SEGURANÇA DE PROCESSOS
A gestão de riscos em ambientes com atmosferas explosivas é uma disciplina complexa que exige uma abordagem multifacetada. A verdadeira excelência em segurança reside na capacidade de interligar esses pilares, construindo um ecossistema de proteção que transcende a mera checklist e se aprofunda na engenharia de processos.
6.1 – Laudo Técnico de Áreas Classificadas (LTAC): O Mapa Estratégico do Perigo
-
Propósito: Fundamentado em normas como ABNT NBR IEC 60079-10-1 (gases) e -10-2 (poeiras), o LTAC diagnostica e delimita zonas classificadas (0, 1, 2 para gases; 20, 21, 22 para poeiras) com base na probabilidade e duração da presença de uma atmosfera explosiva.
-
Resultados Quantificáveis: Volume e extensão das zonas, ditando os requisitos para seleção de equipamentos “Ex” (à prova de explosão) conforme ABNT NBR IEC 60079-14.
-
Interconexão: O LTAC é a fundação. Ele informa ao DHA onde o perigo existe, direcionando a investigação aprofundada para as áreas de maior criticidade.
6.2 – Dust Hazard Analysis (DHA): A Análise Aprofundada dos Perigos da Poeira
-
Propósito: Em conformidade com a NFPA 652, o DHA é uma investigação sistemática e detalhada de cada processo onde poeira combustível é manuseada. Identifica materiais combustíveis (com suas propriedades KST, Pmax, MIE, MEC, MIT, LOC, VRT), fontes de ignição, cenários de explosão e deficiências/recomendações.
-
Diagnóstico Detalhado: Desvenda o “porquê” e o “como” de uma explosão, avaliando cada equipamento e etapa.
-
Interconexão: Absorve dados do LTAC. Seus resultados quantificáveis (KST, Pmax, MIE, etc.) são insumos diretos e indispensáveis para o dimensionamento e projeto das medidas de Prevenção e Proteção contra Explosões (PPE).
6.3 – Prevenção e Proteção Contra Explosões (PPE): A Materialização da Defesa
-
Propósito: Guiado por normas como NFPA 69 (Prevenção) e NFPA 68 (Alívio), o PPE é a fase de implementação. Define medidas preventivas (controle de fontes de ignição, housekeeping, aterramento, inertização) e protetivas (alívio, supressão, isolamento de explosão).
-
Diretrizes e Simulações: Os dados de KST e Pmax do DHA são cruciais para calcular a área de ventilação de alívio ou o volume de agente supressor. Simulações avançadas (CFD) podem prever o comportamento da dispersão de poeira ou propagação de ondas, otimizando o dimensionamento.
-
Interconexão: O PPE é o ápice prático. Traduz o “mapa” do LTAC e a “investigação” do DHA em soluções de engenharia concretas, garantindo eficácia para a ameaça específica.
6.4 – A Sinfonia da Segurança: Integrando com Controles de Processo e HAZOP
A verdadeira “reinvenção do comum” na segurança de processos ocorre quando a gestão de atmosferas explosivas se integra a ferramentas mais amplas de análise de risco e controle de processos, como o HAZOP (Hazard and Operability Study).
-
HAZOP como Complemento: Identifica desvios operacionais ou de projeto que podem levar a consequências indesejáveis, incluindo cenários que culminam em liberação de poeira ou introdução de fonte de ignição.
-
Controles de Processo e Sistemas Instrumentados de Segurança (SIS): Assegura que os controles de engenharia e operacionais do PPE estejam alinhados à filosofia de segurança. Parâmetros monitorados por SIS podem ativar sistemas de proteção e prevenir ignições.
-
Gestão de Mudanças (MOC) e Análise de Incidentes: Uma arquitetura de segurança integrada é “viva”. Alterações e incidentes realimentam esses estudos, gerando revisões e aprimoramentos contínuos.
Resultados Concretos e Mensuráveis: A beleza da abordagem integrada reside na sua capacidade de gerar resultados concretos e mensuráveis, indo além da conformidade. O LTAC, DHA e PPE, quando sinérgicos, evitam superdimensionamento (custo) ou subdimensionamento (risco) das soluções. A validação por simulação oferece um nível de detalhe e confiança incomparável, otimizando design de equipamentos, layout e dispositivos de proteção.
7 – ACIDENTES HISTÓRICOS E RECENTES: UMA LINHA DO TEMPO DE TRAGÉDIAS E LIÇÕES
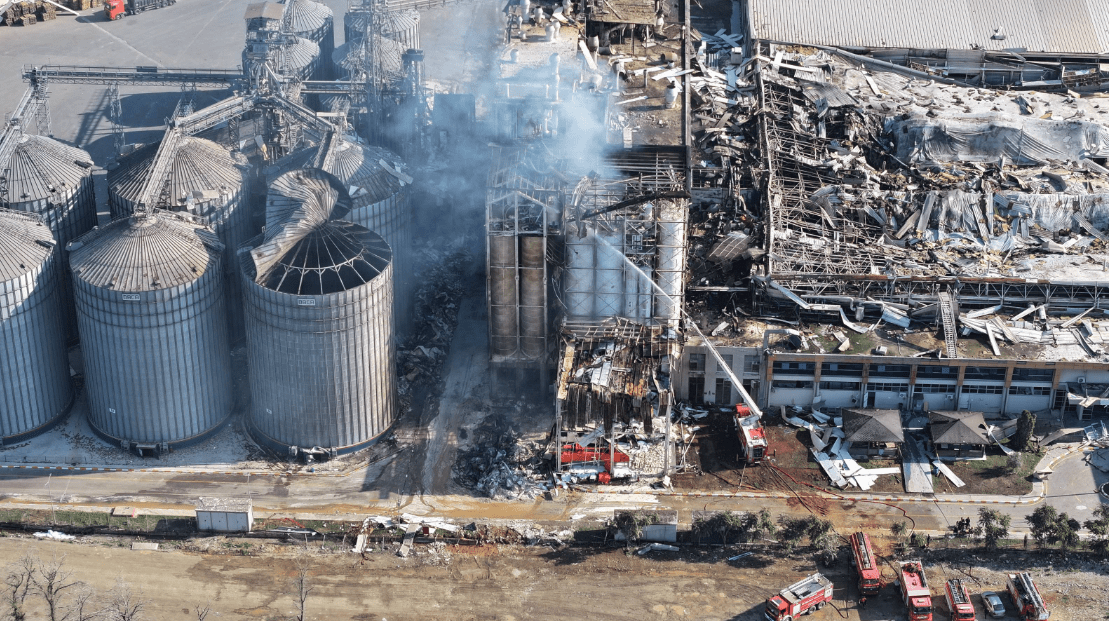
A história da industrialização da farinha e do processamento de poeiras combustíveis é pontuada por acidentes devastadores que revelaram a letalidade da poeira combustível. Esses eventos foram catalisadores para o desenvolvimento de normas de segurança e para a compreensão dos parâmetros de explosividade.
A farinha de trigo, apesar de sua aparente inofensividade como produto alimentício, revela-se um material com um potencial explosivo de extrema gravidade quando as condições se tornam propícias. Os acidentes históricos e recentes, tanto no cenário internacional quanto no brasileiro, servem como testemunho contundente da capacidade destrutiva inerente a essa poeira combustível. Compreender a natureza dessa gravidade exige uma análise técnica aprofundada dos parâmetros de explosividade e dos mecanismos de propagação.
7.1 – O Perfil Técnico da Gravidade
A gravidade dos acidentes com poeiras de farinha de trigo reside em suas propriedades termoquímicas e físicas específicas, quantificadas pelos testes de explosividade:
7.1.1 – Alta Pressão de Explosão (Pmax): A farinha de trigo, como demonstram os testes, pode gerar pressões máximas de explosão de 8 a 9,5 bar. Em ambientes confinados, essa pressão é mais do que suficiente para destruir estruturas metálicas robustas, causar o colapso de edifícios e ejetar equipamentos a grandes distâncias. Uma Pmax elevada significa que a energia liberada na deflagração é massiva, transformando uma instalação industrial em um cenário de guerra em meros milissegundos.
7.1.2 – Rápida Taxa de Aumento de Pressão (KST – St2): Com um KST que tipicamente varia entre 180 e 220 bar.m/s, a farinha de trigo é classificada como uma poeira St2 (explosão forte). Isso implica que a pressão interna de um vaso ou ambiente confinado aumenta a uma velocidade vertiginosa após a ignição. Essa velocidade impõe desafios extremos aos sistemas de proteção, como painéis de alívio de explosão, que precisam atuar em frações de segundo para serem eficazes. A alta velocidade de propagação da chama e da onda de pressão minimiza o tempo de reação para qualquer intervenção.
7.1.3 – Baixa Energia de Ignição Mínima (MIE): A farinha de trigo possui uma MIE notavelmente baixa, frequentemente na faixa de 20 a 60 mJ. Para contextualizar, uma pequena descarga eletrostática gerada pelo atrito em roupas sintéticas ou pela movimentação de materiais já pode possuir energia suficiente para iniciar uma explosão. Isso torna a farinha de trigo extremamente sensível a fontes de ignição de baixa energia, que são onipresentes em ambientes industriais (faíscas de ferramentas, atrito, superaquecimento, eletricidade estática). A baixa MIE multiplica exponencialmente as chances de uma ignição.
7.1.4 – O Fenômeno das Explosões Secundárias: A maior parte da letalidade e da destruição em acidentes de poeira de farinha de trigo advém das explosões secundárias. Uma pequena ignição (explosão primária) pode ocorrer em um equipamento (ex: moinho) ou em uma camada de poeira. A onda de choque dessa explosão primária, mesmo que pequena, tem a capacidade de levantar e suspender a poeira acumulada em todas as superfícies do ambiente (piso, vigas, equipamentos). Essa nuvem de poeira secundária, agora em concentrações ideais e em volume massivo, encontra a chama da explosão primária ou outra fonte de ignição, resultando em uma explosão muito maior e mais devastadora, que se propaga por toda a instalação. A linha do tempo de acidentes, desde Washburn A em 1878 até a Cooperativa LAR em 2023, evidencia repetidamente a letalidade desse mecanismo.
8 – CONCLUSÃO
A farinha de trigo é, inequivocamente, um material com elevado potencial explosivo que demanda atenção rigorosa em ambientes industriais. Os resultados desta pesquisa sistemática, ao aprofundar os valores e as implicações de KST, Pmax, MIE, MAIT, MEC, DBR, MIT, LOC e VRT, fornecem uma base técnica inestimável para a gestão de riscos. A aplicação pragmática das normas técnicas nacionais (como as NBRs IEC 60079 e NRs) e internacionais (NFPA, ASTM) é não apenas uma exigência legal, mas um imperativo para a segurança operacional e a sustentabilidade do negócio. A realização de Laudos Técnicos de Áreas Classificadas com base em dados de explosividade precisos, a implementação de Análises de Perigos de Poeira (DHA) abrangentes e o desenvolvimento de robustos Planos de Prevenção e Proteção contra Explosões são etapas indeclináveis. Para a AMG – Consultoria e Treinamento, este nível de detalhe e a expertise demonstrada nos laudos e treinamentos são o que diferencia e solidifica sua imagem no mercado, traduzindo conhecimento técnico em resultados concretos e mensuráveis: a salvaguarda de vidas e bens. A quantificação exata desses riscos e a adoção de estratégias de mitigação baseadas em dados científicos são a reinvenção do comum na segurança industrial.