1. RESUMO DO ARTIGO

Este artigo apresenta uma análise técnica abrangente sobre a gestão de riscos em ambientes processadores de poeiras combustíveis, com foco direcionado às particularidades do enxofre inorgânico. Iniciamos com uma contextualização sobre a criticidade das atmosferas explosivas no cenário industrial contemporâneo, destacando a importância da conformidade normativa para a continuidade operacional e, primordialmente, para a preservação da integridade física dos colaboradores e do patrimônio.
Abordamos o enxofre sob uma ótica físico-química detalhada, explorando características como seu baixo ponto de fusão, alta propensão ao acúmulo de cargas eletrostáticas e sua reatividade intrínseca. Compreender essas variáveis é fundamental, pois o enxofre não se comporta como uma poeira orgânica convencional, exigindo estratégias de controle de ignição muito mais rigorosas devido à sua baixíssima Energia Mínima de Ignição (MIE).
O texto detalha a obrigatoriedade e a periodicidade dos estudos de Classificação de Áreas e da Análise de Perigos de Poeiras (Dust Hazard Analysis – DHA). Discutimos como esses processos se complementam: enquanto a classificação delimita as zonas de risco para a especificação de equipamentos (Ex), o DHA investiga as causas raízes de possíveis cenários acidentais, avaliando a eficácia das salvaguardas existentes e a necessidade de novos sistemas de mitigação.
Ressaltamos a indispensabilidade dos ensaios laboratoriais para a caracterização da poeira. Sem dados precisos de Kst (índice de deflagração), Pmax (pressão máxima de explosão) e temperaturas de ignição (MIT), qualquer projeto de segurança é baseado em suposições. O artigo demonstra como esses parâmetros laboratoriais ditam o dimensionamento de painéis de explosão, sistemas de supressão e o zoneamento das áreas.
Por fim, apresentamos uma metodologia estruturada para a execução de estudos de classificação e DHA. O foco recai sobre a identificação de pontos de emissão, o cálculo de camadas de poeira e a análise de dispersão, integrando as recomendações técnicas em um plano de ação robusto. O objetivo é oferecer ao leitor um roteiro claro para transformar a conformidade normativa em uma cultura de segurança de processos resiliente.
2. INTRODUÇÃO
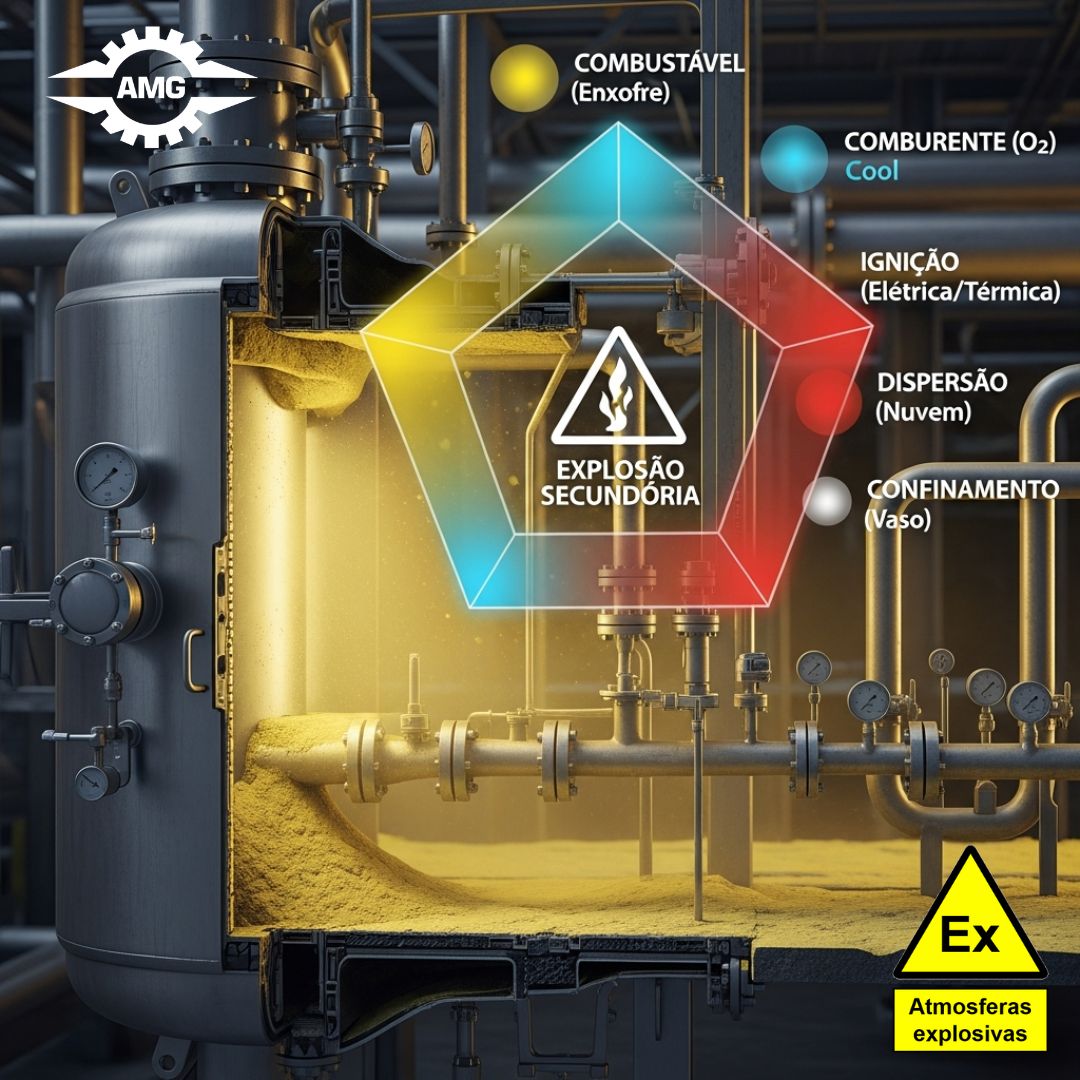
O fenômeno das explosões de poeiras combustíveis representa um dos riscos mais complexos e subestimados na segurança de processos industriais. Diferente das explosões de gases, as poeiras podem gerar eventos secundários devastadores, onde uma pequena explosão inicial suspende camadas de pó acumuladas em estruturas, alimentando uma segunda onda de choque de proporções exponenciais. Para mitigar esse risco, é essencial compreender o “Pentágono da Explosão de Poeira”: combustível, comburente, ignição, dispersão e confinamento.
As poeiras orgânicas, provenientes de setores como agronegócio, alimentos e madeira, são as mais frequentes em incidentes globais. Materiais como açúcar, farinha, milho e celulose possuem estruturas moleculares que, quando finamente divididas, apresentam uma vasta área superficial para oxidação rápida. Embora seus índices de severidade possam variar, a ubiquidade desses materiais em processos de moagem, transporte e secagem exige uma vigilância constante sobre a limpeza industrial (housekeeping).
Em outro espectro, as poeiras metálicas, como as de alumínio, magnésio e zinco, elevam o patamar de risco devido à alta temperatura de chama e à dificuldade de extinção. Explosões metálicas frequentemente atingem pressões máximas (Pmax) e taxas de elevação de pressão (Kst) extremamente elevadas, podendo reagir violentamente com água para gerar hidrogênio, um gás altamente inflamável. O controle desses materiais exige sistemas de proteção específicos, muitas vezes utilizando agentes extintores inertes.
As poeiras inorgânicas, categoria na qual se inserem materiais como o enxofre e certos tipos de fertilizantes, apresentam desafios singulares. Ao contrário das poeiras orgânicas, que dependem majoritariamente de cadeias de carbono, as inorgânicas possuem comportamentos de oxidação e decomposição térmica distintos. Muitas vezes, a periculosidade não reside apenas na explosividade, mas na geração de subprodutos tóxicos durante a combustão, o que adiciona uma camada de risco à saúde ocupacional e ao meio ambiente.
As diferenças entre esses tipos de poeiras ditam as estratégias de prevenção. Enquanto para poeiras orgânicas o foco pode ser o controle de temperatura em secadores, para metálicas o foco é a eliminação de umidade e para inorgânicas é, frequentemente, a gestão de reações químicas e eletrostática. O risco associado é sempre uma combinação da probabilidade de formação da nuvem com a severidade da explosão resultante, o que torna a caracterização laboratorial de cada material um passo inegociável.
Neste cenário, o enxofre inorgânico emerge como um dos materiais mais desafiadores para a engenharia de segurança. Sua facilidade em gerar poeira fina durante o manuseio, somada à sua característica de isolante elétrico, que favorece descargas eletrostáticas, e sua ignição extremamente facilitada, torna o estudo de sua classificação de áreas e DHA um exercício crítico de precisão técnica. É sobre este elemento vital para a indústria química e de fertilizantes que este artigo se aprofunda.
3 – ÁREAS CLASSIFICADAS

3.1 – DEFLAGRAÇÃO E IMPERATIVIDADE DA SEGURANÇA DE PROCESSOS
A gestão de riscos em unidades que processam enxofre inorgânico transcende a mera conformidade documental; trata-se de uma disciplina de engenharia de alta complexidade que exige rigor analítico e domínio das dinâmicas de deflagração. O enxofre, embora essencial para a indústria de fertilizantes e química fina, apresenta um dos perfis de explosividade mais sensíveis entre os sólidos particulados industriais. A ocorrência de atmosferas explosivas de poeira (Dust Explosive Atmospheres) é uma realidade intrínseca ao seu manuseio, exigindo uma abordagem proativa baseada na ciência dos materiais e na engenharia de proteção.
Historicamente, incidentes envolvendo poeiras de enxofre demonstram que a negligência técnica em estudos de classificação de áreas é o precursor de catástrofes. A transição de uma operação estável para um evento de explosão secundária ocorre em milissegundos, frequentemente exacerbada por projetos que não consideram as particularidades físico-químicas deste elemento. Portanto, este capítulo estabelece as diretrizes técnicas fundamentais, ancoradas nas normas brasileiras e internacionais, para garantir a integridade de ativos e a continuidade operacional através de um zoneamento preciso e sistemas de proteção robustos.
3.2 – CONCEITOS DE ÁREAS CLASSIFICADAS FUNDAMENTAIS
A classificação de áreas, conforme a NBR IEC 60079-10-2, é o processo de análise que identifica onde atmosferas explosivas de poeira podem ocorrer, permitindo a seleção técnica de equipamentos elétricos e não elétricos. No contexto do enxofre, essa análise deve considerar a formação de nuvens de poeira e o acúmulo de camadas, ambos capazes de sustentar uma combustão rápida. O objetivo é reduzir a probabilidade de que uma fonte de ignição encontre o combustível em suspensão, mitigando o risco de explosão volumétrica.
O conceito de “Atmosfera Explosiva de Poeira” é definido pela mistura de enxofre finamente dividido com o ar, sob condições atmosféricas, na qual a chama se propaga após a ignição. A classificação divide o ambiente em zonas (20, 21 e 22) baseadas na frequência e duração da presença dessa atmosfera. Para o enxofre, a identificação dessas zonas deve ser rigorosa devido à sua baixa Energia Mínima de Ignição (MIE), o que torna qualquer erro de zoneamento potencialmente fatal.
A Zona 20 é caracterizada pela presença contínua ou frequente de nuvens de poeira explosiva. Em unidades de fertilizantes, esta zona é quase invariavelmente encontrada no interior de silos de armazenamento, filtros de mangas, ciclones e transportadores fechados. A engenharia deve garantir que os equipamentos instalados nestes locais possuam o Nível de Proteção de Equipamento (EPL) “Da”, assegurando segurança mesmo em casos de falhas raras do equipamento.
A Zona 21 refere-se a locais onde a atmosfera explosiva pode ocorrer ocasionalmente em operação normal. Isso inclui áreas adjacentes a pontos de ensaque, bocais de descarga de transportadores e locais de amostragem. Nestes pontos, a liberação de enxofre é prevista pela dinâmica do processo, exigindo equipamentos com EPL “Db”. A análise técnica deve delimitar com precisão a extensão desta zona para evitar a propagação de riscos para áreas adjacentes.
A Zona 22 compreende áreas onde a ocorrência de atmosferas explosivas não é provável em operação normal e, se ocorrer, será por curto período. Frequentemente, esta zona é gerada por falhas anormais ou pelo acúmulo de camadas de poeira que podem ser perturbadas. O controle de housekeeping é o fator determinante aqui; uma limpeza ineficaz pode transformar uma Zona 22 em uma extensão da Zona 21, invalidando o projeto de segurança original.
A classificação deve considerar também o “Grupo de Poeira”, sendo o enxofre classificado no Grupo IIIC (poeiras condutivas ou combustíveis). Esta classificação exige que o invólucro do equipamento impeça a entrada de partículas e que a temperatura de superfície seja rigorosamente controlada. A interação entre a granulometria do enxofre e o fluxo de ar no ambiente define a persistência da nuvem, influenciando diretamente o tempo de permanência da zona classificada.
Além disso, a norma exige a documentação de todas as fontes de liberação, classificando-as como de grau contínuo, primário ou secundário. No manuseio de enxofre, um bocal de enchimento de silo é uma fonte de grau contínuo (internamente), enquanto uma vedação de eixo de transportador pode ser uma fonte de grau primário ou secundário, dependendo do estado de manutenção. Essa distinção é a base para o desenho das plantas de classificação.
A análise técnica deve ser tridimensional, considerando que a poeira de enxofre se deposita por gravidade, mas pode ser dispersa por correntes de ar ou sistemas de ventilação. Áreas classificadas para poeiras frequentemente se estendem para baixo a partir da fonte e se acumulam em superfícies horizontais elevadas, como vigas de sustentação e eletrocalhas. O engenheiro deve mapear esses pontos de acúmulo como potenciais fontes de explosões secundárias.
A revisão periódica do estudo de classificação é mandatória. Mudanças na procedência do enxofre, que alterem sua granulometria ou teor de umidade, podem modificar drasticamente o comportamento de dispersão e, consequentemente, a extensão das zonas. A conformidade com a NBR IEC 60079-10-2 exige que qualquer alteração de processo seja precedida por uma reavaliação técnica do zoneamento.
Por fim, a integração entre a classificação de áreas e o plano de manutenção é o que garante a eficácia do sistema ao longo do tempo. Equipamentos “Ex” em plantas de enxofre sofrem corrosão acelerada devido à presença de compostos ácidos. A manutenção deve garantir que o grau de proteção (IP) e a integridade dos invólucros permaneçam inalterados, sob risco de transformar um equipamento certificado em uma fonte de ignição ativa.
3.3 – CARACTERISTICAS DA POEIRA E SEUS RISCOS

O enxofre inorgânico é um combustível singular devido à sua combinação de baixo ponto de fusão (115°C) e altíssima propensão ao acúmulo de eletricidade estática. Diferente de poeiras orgânicas, o enxofre atua como um isolante elétrico quase perfeito, o que significa que o atrito gerado durante o transporte pneumático ou mecânico cria potenciais eletrostáticos de milhares de volts. Se não houver um sistema de aterramento de alta integridade, descargas em forma de faísca ocorrerão inevitavelmente.
A Energia Mínima de Ignição (MIE) do enxofre é uma das mais baixas da indústria, frequentemente situada abaixo de 10mJ.
Para contextualizar, uma descarga eletrostática humana imperceptível pode carregar energia superior a esse valor. Isso coloca o enxofre em um patamar de risco onde fontes de ignição “invisíveis” são capazes de iniciar uma deflagração catastrófica, exigindo que a classificação de áreas seja acompanhada por um controle estrito de equipotencialização. link do artigo sobre ENERGIA DE ATIVAÇÃO ELETRICIDADE ESTÁTICA | LinkedIn
A Temperatura de Autoignição (MIT) do enxofre em nuvem é relativamente baixa, girando em torno de 190° a 260°, dependendo da granulometria. Contudo, o risco mais insidioso reside na ignição em camada. O enxofre depositado sobre superfícies quentes pode entrar em ignição em temperaturas ainda menores, iniciando uma queima lenta (smoldering) que produz SO2 tóxico e pode evoluir para uma explosão se a camada for perturbada e suspensa no ar.
Em termos de severidade de explosão, o enxofre apresenta um Índice de Deflagração (Kst) que o classifica geralmente na classe St 1 ou St 2, com pressões máximas de explosão (Pmax) atingindo entre 7 e 9 bar.
Embora não seja a poeira mais “explosiva” em termos de pressão, sua facilidade de ignição compensa essa característica, tornando-o estatisticamente mais perigoso do que materiais com Kst superior, mas MIE mais elevada.
A toxicidade dos subprodutos da combustão é um fator de risco adicional. A queima do enxofre gera Dióxido de Enxofre (SO2), um gás irritante e corrosivo que pode incapacitar as equipes de resposta a emergências e causar danos permanentes ao sistema respiratório. Portanto, uma explosão de enxofre é um evento multirrisco: sobrepressão mecânica, radiação térmica e contaminação química severa.
A granulometria é o fator determinante da reatividade. O enxofre processado para fertilizantes muitas vezes contém uma fração significativa de “finos” (partículas menores que 75μm). Essas partículas permanecem em suspensão por períodos prolongados, aumentando a probabilidade de formação de nuvens explosivas e facilitando a entrada de poeira em invólucros de equipamentos elétricos que não possuam vedação adequada.
A corrosividade é uma característica prática que afeta a segurança de processos. O enxofre, na presença de umidade, pode formar ácido sulfúrico diluído, que ataca estruturas metálicas e sistemas de proteção contra explosão (como painéis de alívio). A degradação física dos sistemas de proteção pode levar a falhas mecânicas durante um evento de explosão, resultando em um confinamento ineficaz e danos estruturais imprevistos.
A reatividade com outros materiais também deve ser monitorada. O enxofre pode reagir com metais finamente divididos ou agentes oxidantes presentes em plantas de fertilizantes, reduzindo ainda mais a temperatura de ignição da mistura. A análise de risco deve, portanto, considerar não apenas o enxofre puro, mas as possíveis misturas híbridas ou contaminações presentes no fluxo de processo.
O comportamento de deposição do enxofre cria o risco de “explosões secundárias”. Devido à sua natureza leve e finamente dividida, ele se acumula em locais de difícil acesso, como o topo de treliças e o interior de forros. Em caso de uma explosão primária pequena dentro de um elevador de canecas, a onda de choque suspende esse acúmulo histórico, alimentando uma explosão secundária que pode destruir toda a unidade fabril.
Conforme a NBR 16893, o armazenamento e manuseio de enxofre exigem ventilação exaustiva e controle de umidade. O excesso de umidade pode gerar ácido, enquanto a secura excessiva aumenta a geração de poeira e o risco eletrostático. O equilíbrio operacional é, portanto, uma variável crítica de segurança que deve ser detalhada nos procedimentos operacionais padrão (POPs) da unidade.
3.4 – CRITÉRIOS DE CLASSIFICAÇÃO DE ÁREAS – METODOLOGIA
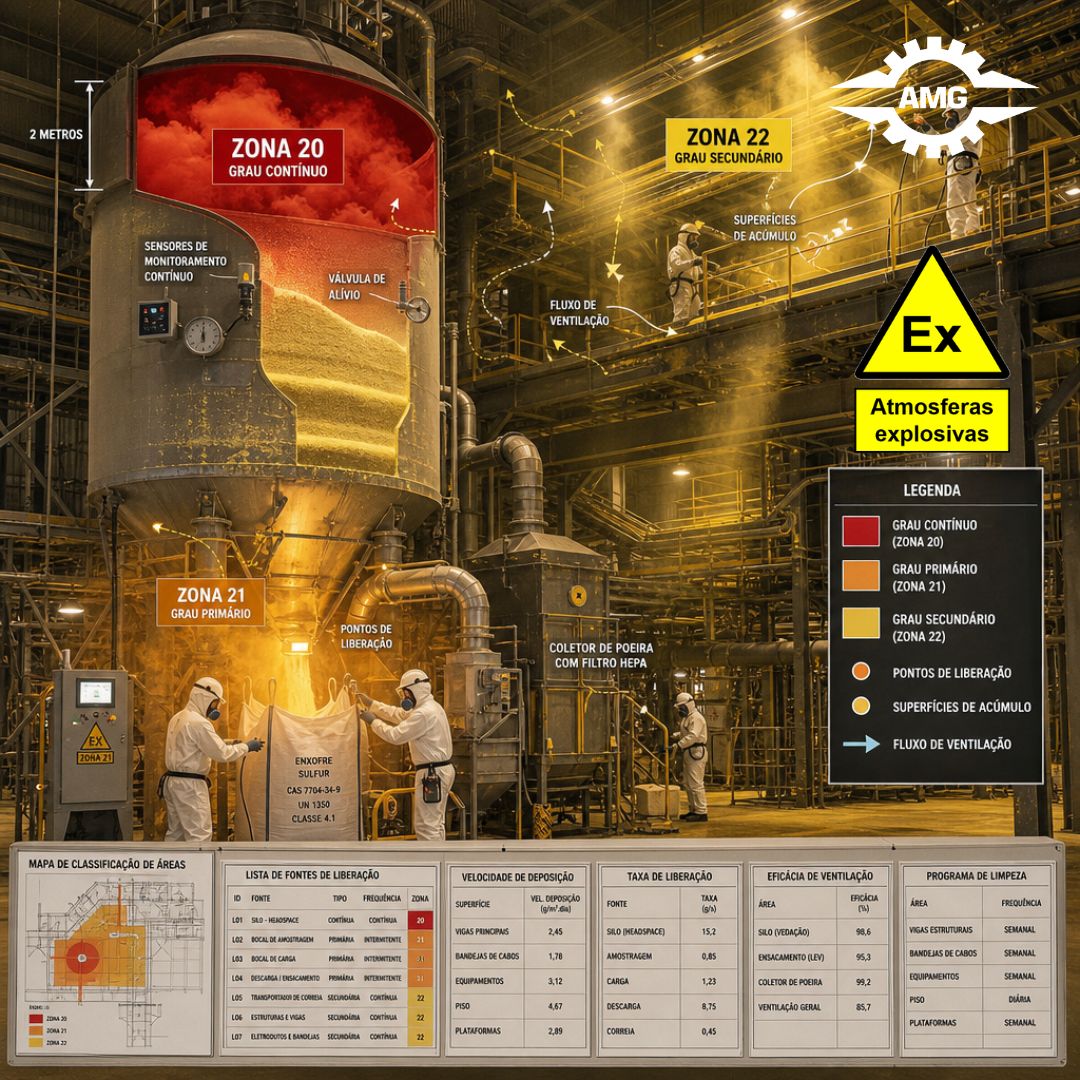
A metodologia para classificação de áreas em plantas de enxofre deve seguir rigorosamente a NBR IEC 60079-10-2. O processo inicia-se com a identificação detalhada de todas as fontes de liberação de poeira. Cada ponto onde o enxofre pode sair do confinamento (vedações, portas de inspeção, bocais de ensaque) é analisado para determinar se a liberação é contínua, primária ou secundária, o que define o “Grau de Liberação”.
O Grau Contínuo de liberação gera uma Zona 20. No processamento de enxofre, isso ocorre quase exclusivamente no interior de equipamentos de processo. A análise deve ser rigorosa: se um silo é carregado continuamente, o espaço de cabeça (headspace) é Zona 20. Se o carregamento é intermitente, mas a poeira permanece em suspensão por longos períodos, a classificação como Zona 20 ainda pode ser tecnicamente justificada pela persistência da nuvem.
O Grau Primário de liberação, que ocorre periodicamente durante a operação normal, gera uma Zona 21. Exemplos típicos incluem a abertura de portas de amostragem ou o entorno de bicos de ensaque de big-bags. A extensão da Zona 21 deve ser calculada com base na taxa de liberação e na eficácia do sistema de exaustão local. Se a exaustão for insuficiente, a Zona 21 pode se expandir significativamente, englobando passarelas e motores próximos.
O Grau Secundário de liberação ocorre apenas em condições anormais ou falhas raras, gerando uma Zona 22. Vazamentos em vedações de eixos ou falhas em juntas de flanges são exemplos clássicos. A Zona 22 também é aplicada a áreas onde camadas de poeira podem se acumular. A norma é clara: se houver acúmulo de camadas, a área deve ser classificada, a menos que um programa de limpeza rigoroso garanta a remoção imediata do material.
A influência da ventilação é um critério de ajuste fundamental. Em áreas abertas, a ventilação natural pode diluir nuvens de poeira rapidamente, reduzindo a extensão das zonas. Contudo, para poeiras, a ventilação pode ser uma faca de dois gumes: fluxos de ar excessivos ou turbulentos podem suspender camadas de poeira depositadas, criando uma atmosfera explosiva onde antes havia apenas um risco de incêndio em camada.
O cálculo da extensão das zonas deve considerar a “Velocidade de Deposição” e a “Taxa de Liberação”. Diferente de gases, a poeira não se expande para preencher o volume; ela viaja conforme a inércia e se deposita. Portanto, as zonas classificadas para enxofre tendem a ter formatos cilíndricos ou cônicos, estendendo-se para baixo a partir do ponto de liberação. A análise deve mapear o caminho da poeira até o solo ou superfícies de acúmulo.
A eficácia do housekeeping é o critério que mais impacta a viabilidade econômica do projeto. A norma permite que áreas com fontes de liberação secundária sejam consideradas “não classificadas” se a limpeza for tão frequente e eficaz que impeça a formação de camadas. No entanto, para enxofre, essa é uma estratégia arriscada devido à sua baixa MIE; a AMG recomenda que a limpeza seja tratada como uma salvaguarda, mas que o zoneamento reflita a realidade operacional provável.
A documentação final deve incluir a “Lista de Fontes de Liberação” e as “Plantas de Classificação de Áreas” (vistas em planta e cortes). Esses documentos devem especificar não apenas a zona, mas também a temperatura máxima de superfície permitida e o grupo da poeira (IIIC). Sem essas informações, a equipe de manutenção não terá subsídios para comprar peças de reposição ou realizar inspeções de conformidade.
A metodologia deve prever a análise de “Espaços Restritos e Confinados”. Em túneis de correias transportadoras de enxofre, a ventilação é limitada e o acúmulo de poeira é quase inevitável. Nestes casos, a classificação tende a ser mais conservadora, frequentemente tratando todo o volume do túnel como Zona 21 ou 22, dependendo da frequência de operação e da integridade dos transportadores.
Por fim, a validação do estudo deve ser feita por meio de auditorias de campo. O engenheiro responsável deve verificar se as hipóteses adotadas no papel (como “vedações estanques” ou “limpeza diária”) correspondem à prática da planta. Divergências entre o estudo e a realidade operacional invalidam a segurança do sistema e expõem a empresa a riscos legais e operacionais severos.
3.5 – FONTES DE IGNIÇÃO E CENÁRIOS DE RISCO
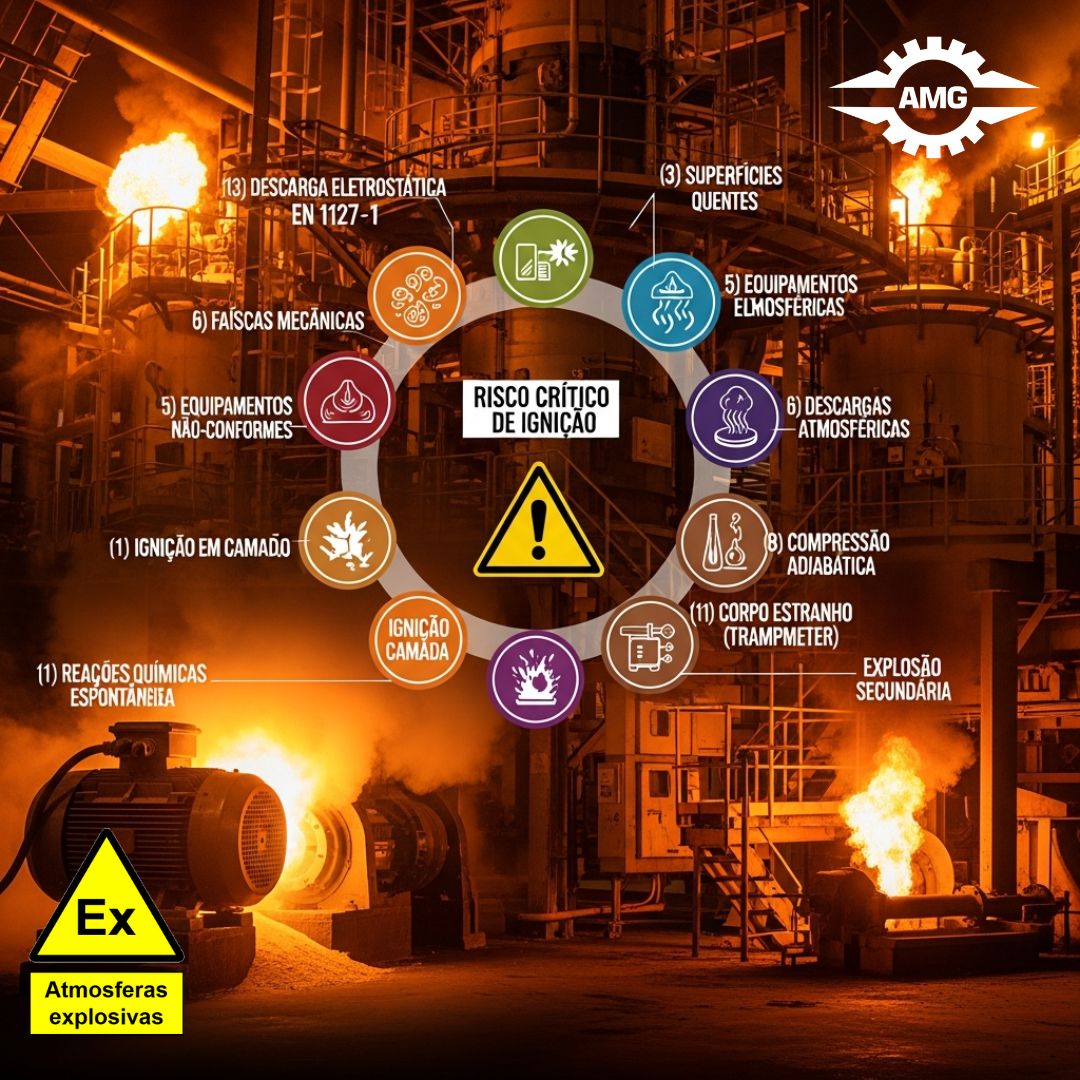
A identificação das fontes de ignição em áreas de enxofre deve ser exaustiva, cobrindo as 13 fontes listadas na norma EN 1127-1 e referenciadas na NBR 16385. A eletricidade estática é, sem dúvida, a ameaça primária. O enxofre gera cargas por triboeletrização (atrito) com extrema facilidade. Descargas do tipo “centelha” de condutores isolados (como uma ferramenta metálica ou um flange sem jumper) possuem energia de sobra para inflamar uma nuvem de enxofre.
Superfícies quentes são a segunda fonte de ignição em ordem de criticidade. Motores elétricos operando em sobrecarga, rolamentos de elevadores de canecas sem lubrificação e superfícies de lâmpadas podem facilmente exceder a Temperatura de Ignição da Camada de Poeira do enxofre. Uma camada de enxofre que entra em combustão sobre um motor pode ser o gatilho para uma explosão se houver uma perturbação que suspenda essa poeira incandescente.
Chamas abertas e gases quentes, originados de trabalhos de soldagem ou corte, são fontes de ignição óbvias, mas frequentemente responsáveis por acidentes por falha de gestão. Faíscas de solda podem viajar por longas distâncias e entrar em dutos ou silos, iniciando incêndios internos que permanecem indetectados por horas antes de evoluírem para uma explosão. O sistema de Permissão de Trabalho (PT) deve ser integrado ao mapa de áreas classificadas.
Faíscas de origem mecânica, causadas por fricção ou impacto, são riscos constantes em moinhos e transportadores. A entrada de um “corpo estranho” (trampmeter) no fluxo de enxofre pode gerar centelhas com energia superior a 10mJ.
A instalação de separadores magnéticos de alta intensidade e peneiras de segurança na entrada do processo é uma barreira de engenharia indispensável para controlar essa fonte de ignição.
Equipamentos elétricos não conformes ou com manutenção deficiente representam um cenário de risco clássico. Arcos elétricos ocorrem naturalmente durante a abertura de contatos em chaves e disjuntores. Se o invólucro não for estanque à poeira (IP6X), a poeira de enxofre penetrará e será inflamada pelo arco interno. A certificação “Ex t” (proteção por invólucro) é a salvaguarda técnica que impede que esse arco interno se comunique com a atmosfera explosiva externa.
Descargas atmosféricas (raios) podem induzir correntes e centelhas em estruturas metálicas de silos e elevadores. O Sistema de Proteção contra Descargas Atmosféricas (SPDA) deve ser projetado considerando a presença de áreas classificadas, garantindo que não ocorram centelhamentos perigosos entre partes metálicas da estrutura (equipotencialização total), conforme as diretrizes da NBR 5419 e NBR 16893.
A compressão adiabática e ondas de choque são fontes de ignição possíveis em sistemas pneumáticos de alta pressão. Se uma nuvem de poeira for comprimida rapidamente (por exemplo, no fechamento abrupto de uma válvula), a temperatura do ar pode subir acima da MIT do enxofre. Embora menos comum, esse cenário deve ser avaliado em sistemas de transporte de fase densa.
Reações químicas espontâneas podem ocorrer se o enxofre estiver contaminado com óleos ou substâncias orgânicas. O aquecimento biológico ou químico em grandes pilhas de armazenamento pode criar “pontos quentes” internos. Se esses pontos quentes forem expostos ao ar durante a movimentação da pilha, podem iniciar um incêndio. O monitoramento de temperatura em pilhas de enxofre é uma medida de controle de processo fundamental.
O cenário de “explosão secundária” é o mais temido. Uma deflagração primária dentro de um filtro de mangas gera uma onda de pressão que viaja pelos dutos. Se não houver sistemas de isolamento (válvulas de isolamento rápido ou barreiras químicas), a chama atingirá outros equipamentos. Além disso, a onda de choque externa suspende a poeira das vigas do galpão, criando uma nuvem massiva que, ao ser atingida pela chama que sai do filtro, causa a destruição total da planta.
Por fim, a eletricidade estática gerada pelo próprio corpo humano deve ser considerada. Em áreas de Zona 21 com MIE extremamente baixa, o uso de calçados e vestimentas dissipativas é necessário. Um operador carregado eletrostaticamente que aproxima a mão de um bocal de ensaque pode gerar uma centelha suficiente para iniciar uma explosão. Este nível de detalhamento demonstra que a segurança em áreas de enxofre exige uma visão holística que une engenharia, operação e comportamento humano.
3.6 – MEDIDAS DE PREVENÇÃO E SISTEMAS DE PROTEÇÃO CONTRA EXPLOSÃO

As medidas de prevenção e proteção para poeiras de enxofre devem seguir a lógica da NBR 16385 e NBR 16978. A primeira prioridade é a Prevenção, agindo sobre a probabilidade. Isso inclui a inertização de espaços confinados com nitrogênio ou CO2, reduzindo a concentração de oxigênio abaixo da LOC (Limit Oxygen Concentration). Em moinhos de enxofre, a inertização é frequentemente a única salvaguarda capaz de permitir a operação segura de forma contínua.
O aterramento e a equipotencialização são as medidas preventivas mais críticas para o enxofre. Todos os flanges devem possuir cabos de ligação (jumpers), e a resistência de aterramento deve ser monitorada e mantida abaixo de 10 Ohms (ou conforme norma específica). O uso de sistemas de monitoramento de aterramento em tempo real para caminhões e big-bags impede o carregamento de enxofre se a conexão com o terra não for confirmada.
Sistemas de exaustão devem ser projetados para manter a concentração de poeira abaixo de 25% do Limite Inferior de Explosividade (LEL) no ambiente de trabalho. Além de prevenir a formação de nuvens, esses sistemas reduzem o acúmulo de camadas. É vital que o sistema de exaustão possua filtragem adequada e que o próprio filtro de mangas seja protegido contra explosões, pois ele se torna um concentrador de combustível.
O alívio de pressão de explosão (Venting), conforme a NBR 16978-1, é a técnica mais comum. Painéis de explosão (rupture discs) são dimensionados para romper a uma pressão muito baixa (PstatP_{stat}Pstat), permitindo que a bola de fogo e a pressão sejam expelidas para uma área segura. O dimensionamento correto depende do Kst e Pmax, obtidos em ensaios laboratoriais e do volume do equipamento.
O isolamento de explosão é obrigatório para evitar o efeito dominó. Válvulas de isolamento mecânico (tipo flap ou válvula de guilhotina rápida) e barreiras químicas (supressores) impedem que a explosão se propague através da tubulação. Sem isolamento, a explosão sofre um fenômeno chamado “pré-compressão”, onde a pressão no segundo equipamento aumenta drasticamente antes da chegada da chama, resultando em uma explosão muito mais violenta do que o previsto no projeto original.
Sistemas de supressão de explosão, regidos pela NBR 16978-6, são utilizados quando o alívio para a atmosfera não é possível (por exemplo, equipamentos no centro de um galpão ou com poeiras tóxicas). Sensores de pressão detectam o início da explosão em microssegundos e disparam garrafas de agente supressor (geralmente bicarbonato de sódio ou fosfato de amônia), extinguindo a chama antes que a pressão atinja níveis destrutivos.
O controle de ignição mecânica por meio de sensores de desalinhamento de correia e monitoramento de temperatura de mancais é uma medida de proteção ativa. Esses sensores devem ser intertravados com o sistema de controle (CLP de segurança), garantindo que o equipamento pare imediatamente ao detectar uma condição anormal que possa evoluir para uma superfície quente ou faísca por fricção.
A compartimentação é uma estratégia de layout. Processos críticos de enxofre devem ser instalados, preferencialmente, em áreas externas ou em salas com paredes resistentes a explosão e tetos de alívio. Isso limita os danos patrimoniais e protege as áreas administrativas e de maior circulação de pessoas em caso de falha catastrófica de um equipamento.
O housekeeping (limpeza) deve ser realizado com aspiradores industriais certificados para áreas classificadas. O uso de ar comprimido para limpeza é estritamente proibido, pois ele cria nuvens de poeira explosivas e espalha o combustível para áreas elevadas. A limpeza deve ser uma atividade programada, com registros auditáveis, e integrada ao indicador de desempenho de segurança da planta.
Por fim, o treinamento e a conscientização dos operadores são a última linha de defesa. Eles devem compreender que o enxofre “não é apenas um pó amarelo”, mas um combustível sensível. A capacidade de identificar um cheiro estranho (início de combustão gerando SO2) ou um ruído mecânico anormal pode prevenir uma explosão. A segurança de processos é uma construção diária que une tecnologia de ponta e disciplina operacional.
3.7 – ENSAIOS LABORATORIAIS

A caracterização laboratorial das poeiras de enxofre não é um luxo acadêmico, mas uma necessidade técnica absoluta para o dimensionamento de qualquer sistema de segurança. A variabilidade das propriedades do enxofre (pureza, granulometria, umidade) torna perigoso o uso exclusivo de dados de literatura. Os ensaios fornecem os parâmetros reais que alimentam as equações de cálculo de painéis de alívio, sistemas de supressão e zoneamento de áreas classificadas.
O ensaio de Pressão Máxima de Explosão (Pmax) e o Índice de Deflagração (Kst), são determinantes para as tomadas de decisões quando a aplicação da Seção 8 da norma 6079-10-2.
O Pmax define a resistência mecânica necessária para os equipamentos, enquanto o Kst determina a velocidade da explosão. Para o enxofre, o Kst pode variar significativamente; um enxofre finamente moído pode atingir a classe (St 2), exigindo áreas de alívio muito maiores do que um enxofre granulado (St 1).
A Energia Mínima de Ignição (MIE) é o ensaio que define a sensibilidade da poeira a faíscas eletrostáticas. Este teste aplica centelhas com energias controladas até encontrar o limite de ignição. Para o enxofre, valores de MIE abaixo de 10mJ são comuns, o que tecnicamente classifica o material como “extremamente sensível à ignição”, justificando o uso de roupas antiestáticas e aterramentos redundantes.
A Temperatura de Ignição em Nuvem (MIT-cloud), determina a temperatura mínima de uma superfície quente capaz de inflamar o enxofre em suspensão. Este valor é a base para a classificação de temperatura dos equipamentos elétricos (T-rating).
A Temperatura de Ignição em Camada (MIT-layer) avalia o comportamento do enxofre depositado sobre uma placa aquecida. Devido ao baixo ponto de fusão, o enxofre derrete e queima em temperaturas baixas. A norma exige que a temperatura da superfície do equipamento seja, no máximo, a MIT-layer menos 75K. Este ensaio é crucial para evitar incêndios em motores e luminárias onde a poeira se acumula inevitavelmente.
A Concentração Limitante de Oxigênio (LOC) define o nível máximo de oxigênio que permite a combustão. Este dado é indispensável para o projeto de sistemas de inertização. Se a LOC do enxofre for 7%, o sistema de controle deve ser configurado para manter o oxigênio abaixo de 5% (margem de segurança), garantindo que, mesmo com uma fonte de ignição ativa, não ocorra explosão por falta de comburente.
O Limite Inferior de Explosividade (LEL) determina a concentração mínima de poeira no ar (em g/m3) necessária para sustentar uma explosão. Este valor auxilia no dimensionamento de sistemas de exaustão. Manter a concentração de poeira bem abaixo do LEL é uma estratégia de prevenção primária. Em plantas de enxofre, o LEL é relativamente baixo, o que significa que nuvens visualmente “leves” já podem ser explosivas.
A finalidade técnica desses ensaios é a Otimização do Investimento. Sem dados reais, os engenheiros tendem a superdimensionar os sistemas (aumentando custos) ou, pior, subdimensioná-los (aumentando riscos). O conhecimento exato do Kst permite que os painéis de alívio sejam dimensionados com precisão, evitando que a pressão de explosão exceda a pressão de ruptura do vaso (Pred < Pstat).
Metodologicamente, as amostras enviadas para laboratório devem ser coletadas nos pontos mais críticos do processo (ex: saída do moinho ou fundo do filtro de mangas), onde a poeira é mais fina e seca. Ensaiar o enxofre bruto (pellets) não reflete o risco real da planta, pois a explosão é alimentada pela fração de finos que se desprende durante o manuseio.
Em conclusão, os ensaios laboratoriais conferem Rigor Científico à segurança de processos. Eles transformam a percepção de risco em dados de projeto auditáveis. A AMG enfatiza que o laudo de explosividade é o documento mais importante de uma planta de enxofre, pois ele valida todas as outras decisões de engenharia, desde a escolha de um parafuso “Ex” até a estratégia de combate a incêndio.
3.8 – IMPLICAÇÕES PRÁTICAS PARA PROJETO, OPERAÇÃO E MANUTENÇÃO

No Projeto, a classificação de áreas e os dados de explosividade devem ser integrados desde o conceptual design. O layout da planta deve minimizar o comprimento de dutos (para reduzir a pressão de explosão) e evitar o confinamento desnecessário. A especificação de materiais deve considerar a corrosividade do enxofre; o uso de aço inoxidável em painéis de alívio e sistemas de exaustão é uma prática recomendada para garantir que as salvaguardas não falhem por corrosão.
A Operação de uma planta de enxofre exige disciplina militar quanto ao controle de fontes de ignição. O uso de detectores de centelha em dutos de exaustão pode identificar o início de um incêndio antes que ele atinja o filtro de mangas. Além disso, a operação deve monitorar constantemente a pressão diferencial nos filtros; um aumento súbito pode indicar acúmulo excessivo de poeira, elevando o risco de explosão interna.
A Manutenção em áreas classificadas de enxofre é regida pela NBR IEC 60079-17. As inspeções devem ser classificadas em “Visuais”, “Apuradas” e “Detalhadas”. Em ambientes corrosivos de enxofre, a frequência de inspeção detalhada deve ser aumentada para garantir que as vedações dos invólucros “Ex” e a continuidade dos sistemas de aterramento não tenham sido comprometidas pela oxidação ácida.
O gerenciamento de sobressalentes é um ponto crítico. A substituição de um motor “Ex” por um motor padrão “para teste” é uma prática proibida e extremamente perigosa. A manutenção deve ter um estoque crítico de componentes certificados e garantir que qualquer intervenção em equipamentos de segurança (como válvulas de isolamento) seja feita por pessoal treinado e, preferencialmente, validada pelo fabricante.
A limpeza industrial (housekeeping) deve ser tratada como uma tarefa de manutenção preventiva de alta prioridade. O uso de checklists de limpeza, com verificação fotográfica de vigas e locais altos, garante que o combustível para explosões secundárias seja removido. A gerência deve prover recursos (aspiradores industriais potentes e plataformas elevatórias) para que a limpeza não seja negligenciada por dificuldade de acesso.
A gestão de mudanças (MOC) é o processo que protege a integridade do projeto ao longo do tempo. Se houver planos para aumentar a capacidade de moagem, o MOC deve disparar automaticamente uma revisão do cálculo de alívio de explosão e da classificação de áreas. Ignorar o impacto de pequenas mudanças operacionais na segurança de processos é a causa raiz de muitos acidentes em plantas de enxofre.
A sinalização de segurança deve ser clara e onipresente. Áreas Zona 21 e 22 devem ser demarcadas no piso, e placas de advertência devem reforçar a proibição de eletrônicos e fumo. Mais do que sinalizar, é preciso garantir que contratados e visitantes passem por uma integração rigorosa que explique especificamente os riscos das poeiras combustíveis, que são menos intuitivos que os riscos de gases ou eletricidade.
O plano de resposta a emergências deve ser treinado especificamente para cenários de explosão de poeira. Brigadistas devem saber que nunca devem usar jatos de água de alta pressão sobre pilhas de enxofre, pois isso criará uma nuvem explosiva. O uso de neblina de água para resfriamento e abafamento é a técnica correta. O treinamento deve incluir o uso de detectores de SO2 para garantir a segurança das equipes de resgate.
A integridade estrutural da planta deve ser avaliada periodicamente. Vibrações excessivas em elevadores de canecas podem indicar desalinhamento (fonte de calor) e também podem soltar poeira acumulada em estruturas. A manutenção preditiva, com análise de vibração e termografia, é uma ferramenta poderosa para identificar fontes de ignição potenciais antes que elas se tornem ativas.
Por fim, a liderança da empresa deve demonstrar compromisso com a segurança de processos. Isso significa alocar orçamento para a manutenção de sistemas “Ex” e para a realização de ensaios laboratoriais. Quando a segurança é vista como um valor e não como um custo, a cultura organizacional se torna a barreira mais forte contra acidentes catastróficos.
3.9 – CONCLUSÃO
A classificação de áreas e o cumprimento das normas de proteção contra explosão (NBR 16385, NBR IEC 60079-10-2) fornecem a base técnica necessária para operar com enxofre. No entanto, essas normas focam em componentes e zonas isoladas. Para uma visão sistêmica e resiliente, é imperativo conectar esses estudos ao Dust Hazard Analysis (DHA), conforme exigido pela NFPA 652.
O estudo de áreas classificadas nos diz onde o risco está e qual equipamento elétrico usar. O DHA, por outro lado, responde como o processo pode falhar, quais são as consequências reais de uma explosão e se as salvaguardas existentes (humanas, administrativas e de engenharia) são suficientes para reduzir o risco a um nível aceitável (ALARP). O DHA integra a classificação de áreas com a análise de cenários de propagação, falhas de manutenção e erros operacionais.
Em plantas de enxofre, a transição para o DHA é o momento em que a empresa avalia, por exemplo, se a localização do silo de enxofre representa um risco para a sala de controle ou se a lógica de intertravamento do sistema de inertização é robusta o suficiente. O DHA transforma os dados técnicos da classificação de áreas em uma estratégia de gestão de riscos de alto nível, garantindo que a segurança de processos seja o alicerce para os colaboradores, a produtividade e a rentabilidade da empresa.
4 – DUST HAZARD ANALYSIS – DHA
4.1 – A DHA NO CONTEXTO DO ENXOFRE

O Dust Hazard Analysis (DHA) é uma revisão sistemática para identificar e avaliar os perigos potenciais de incêndio, deflagração e explosão associados a poeiras combustíveis em um processo. No contexto do enxofre, o DHA não é apenas uma recomendação, mas um requisito regulatório essencial devido à extrema sensibilidade do material. O objetivo primordial é garantir que todos os cenários de risco, desde a recepção do material bruto até o ensaque final, sejam mitigados por meio de salvaguardas robustas e redundantes.
Diferente da classificação de áreas, que foca na probabilidade de coexistência de combustível e ignição elétrica, o DHA investiga a falha do processo. Ele busca entender como uma nuvem de enxofre pode se formar dentro de um elevador de canecas ou como uma camada de poeira pode ser suspensa por um distúrbio mecânico. A análise foca na prevenção da explosão primária e, com rigor ainda maior, na eliminação total do potencial para explosões secundárias, que são as principais causas de fatalidades em plantas industriais.
A DHA deve ser conduzido por uma equipe multidisciplinar liderada por um especialista qualificado em poeiras combustíveis. Essa equipe avalia cada “nó” do processo (equipamentos e compartimentos) para determinar se o perigo de poeira combustível existe e se ele está adequadamente controlado. Para o enxofre, a análise deve ser particularmente sensível a fontes de ignição não elétricas, como fricção mecânica e descargas eletrostáticas, dadas as propriedades isolantes do material.
Outro fundamento crítico é a avaliação da integridade das salvaguardas. A DHA não apenas lista os painéis de explosão existentes, mas questiona se eles foram dimensionados corretamente com base nos dados de Kst do enxofre e se o caminho de descarga está desobstruído. O objetivo final é produzir um Plano de Ação de Segurança de Processos que priorize as recomendações com base no nível de risco residual identificado em cada etapa da operação.
A análise também considera o fator humano e os sistemas de gestão. Procedimentos de limpeza (housekeeping), permissões de trabalho a quente e treinamento de operadores são avaliados como barreiras administrativas. No caso do enxofre, a percepção de risco do operador é vital, pois o início de uma combustão lenta pode ser detectado pelo odor característico de SO2 antes mesmo de um sensor de temperatura atuar, e o DHA deve validar se essa “barreira humana” está devidamente capacitada.
Além disso, a DHA serve como base para o projeto de sistemas de proteção passiva e ativa. Ele define onde o isolamento de explosão é mandatório para evitar o efeito dominó. Sem um DHA bem estruturado, a instalação de proteções pode ser ineficaz, pois não consideraria a dinâmica real de propagação de chama em dutos complexos. A metodologia, portanto, transforma a incerteza em dados de engenharia aplicáveis à operação diária.
Portanto, a DHA é um documento vivo que deve ser revisado periodicamente (geralmente a cada 5 anos ou em caso de mudanças significativas). Ele garante que a memória técnica da segurança de processos seja preservada, independentemente da rotatividade de pessoal. No setor de fertilizantes, onde o enxofre é um insumo crítico, o DHA é o selo de garantia de que a unidade opera sob os mais altos padrões de segurança internacional, protegendo a vida, o patrimônio e a continuidade dos negócios.
4.2. NORMAS E REFERÊNCIAS TÉCNICAS APLICADAS

A condução de um DHA para enxofre deve ser rigorosamente balizada pela NFPA 660 (Standard for Combustible Dusts). Esta norma representa a evolução técnica mais recente, consolidando os requisitos da NFPA 652 (Fundamentos) e da NFPA 655 (Enxofre). O Capítulo 23 da NFPA 660/2025 trata especificamente das propriedades e requisitos para o enxofre, estabelecendo critérios para o projeto de sistemas de manuseio, armazenamento e proteção contra explosão que superam as exigências para poeiras orgânicas comuns.
As diretrizes do CCPS (Center for Chemical Process Safety), especificamente o documento “Guidelines for Combustible Dust Hazard Analysis”, fornecem o arcabouço metodológico para a execução da análise. O CCPS enfatiza a importância de identificar não apenas o perigo, mas o risco, integrando a frequência estimada de eventos com a severidade das consequências. Essa abordagem é fundamental para o enxofre, onde a severidade é alta devido à toxicidade do SO2 gerado na combustão.
A NFPA 68 (Standard on Explosion Protection by Deflagration Venting) e a NFPA 69 (Standard on Explosion Prevention Systems) são referências obrigatórias para a avaliação das salvaguardas. A NFPA 68 define as equações para o dimensionamento de painéis de alívio, enquanto a NFPA 69 rege os sistemas de isolamento e supressão. No DHA, essas normas são usadas para auditar se os sistemas instalados em silos e filtros de enxofre estão em conformidade com as taxas de elevação de pressão Kst reais do material.
No âmbito nacional, as normas da série ABNT NBR IEC 60079 (especialmente a parte 10-2) fornecem a base para a interface entre o DHA e a classificação de áreas. Embora o DHA seja mais amplo, ele utiliza o zoneamento como um dado de entrada para avaliar a probabilidade de ignição. A NBR 16385 também é uma referência importante, estabelecendo requisitos para o sistema de gestão de segurança contra explosões de poeiras combustíveis em unidades industriais.
Outra referência técnica de peso são os boletins de perda de dados da FM Global (como o Data Sheet 7-76). Esses documentos trazem lições aprendidas de sinistros reais e oferecem recomendações práticas de engenharia que muitas vezes excedem os requisitos mínimos das normas NFPA, sendo altamente valorizados por seguradoras e empresas que buscam excelência em segurança de processos. O uso dessas referências demonstra o compromisso da AMG com as melhores práticas globais.
A OSHA (Occupational Safety and Health Administration), através do seu Combustible Dust National Emphasis Program (NEP), fornece roteiros de inspeção que podem ser usados como checklists durante o DHA. Embora seja uma agência americana, seus critérios de “acúmulo de poeira perigosa” (regra de 1/32 de polegada) são amplamente aceitos como o padrão ouro para avaliar a eficácia do housekeeping em plantas de enxofre em todo o mundo.
Para a análise de toxicidade associada ao enxofre, as referências do NIOSH e da ACGIH sobre limites de exposição ao Dióxido de Enxofre (SO2) devem ser consultadas. O DHA deve prever cenários onde, após uma explosão ou incêndio, a dispersão de gases tóxicos possa atingir áreas administrativas ou comunidades vizinhas, exigindo planos de evacuação baseados em dados técnicos de dispersão atmosférica.
A integração dessas normas permite que o DHA seja uma ferramenta de conformidade legal e de gestão de riscos. Esse conjunto normativo para garantir que o estudo seja aceito por autoridades regulatórias, seguradoras e auditorias internacionais. A precisão na aplicação dessas referências é o que diferencia uma análise superficial de um estudo de engenharia de segurança de processos de alta performance.
4.3 – METODOLOGIA DE ANÁLISE DE PERIGO
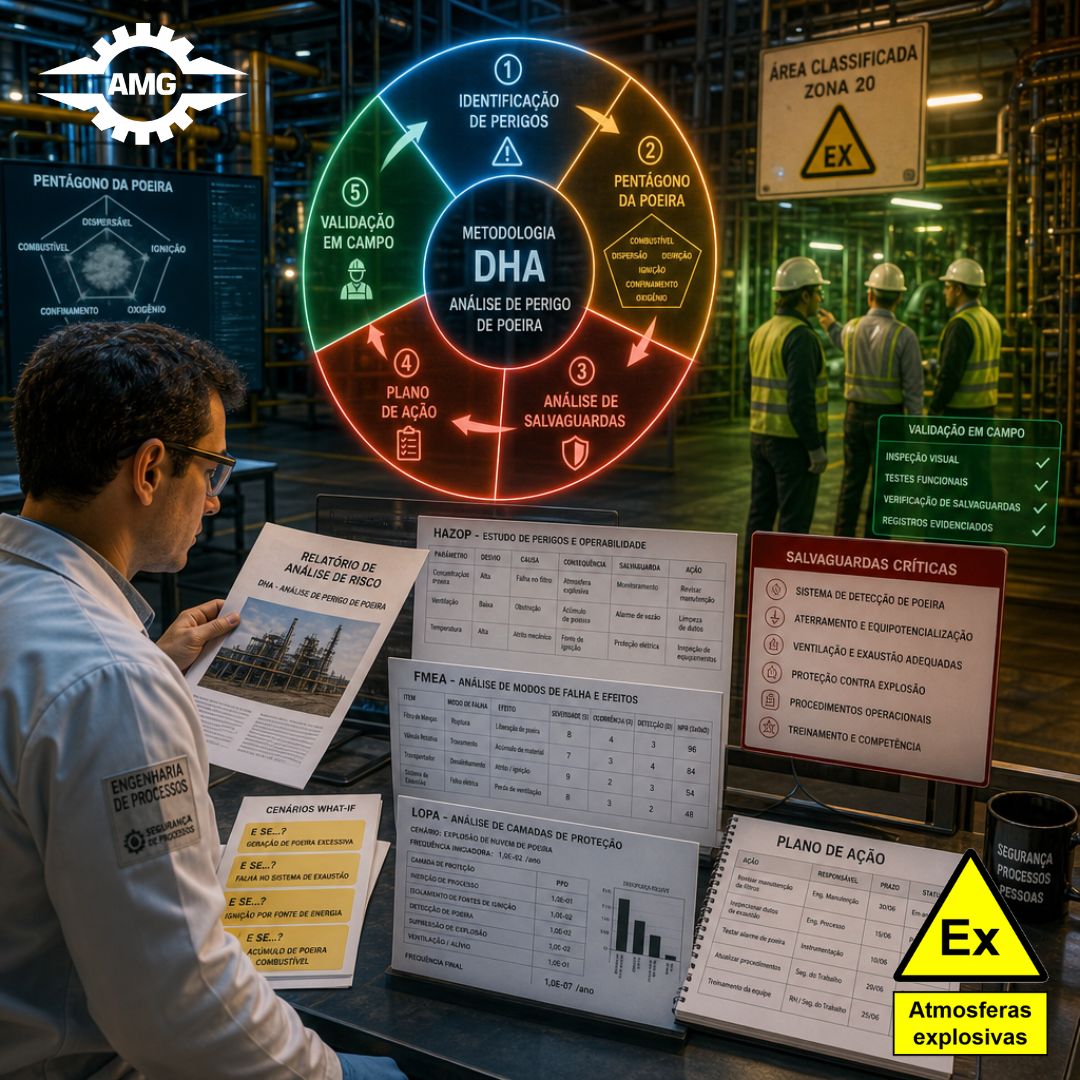
A escolha da metodologia de análise é crucial para a profundidade do DHA. A técnica mais amplamente utilizada e recomendada pelo CCPS para poeiras combustíveis é o What-If Analysis (E Se…). Esta metodologia permite que a equipe explore desvios operacionais de forma criativa e estruturada, questionando, por exemplo: “E se o sistema de exaustão do elevador de canecas falhar?” ou “E se um corpo estranho metálico entrar no moinho de enxofre?”.
Para processos mais complexos ou automatizados, o HAZOP (Hazard and Operability Study) adaptado para sólidos pode ser aplicado. O HAZOP foca em palavras-guia (Mais, Menos, Nenhum) aplicadas a parâmetros de processo como fluxo de poeira, pressão de inertização ou temperatura de mancais. No caso do enxofre, o parâmetro “Concentração de Oxigênio” é vital em sistemas inertizados, e o HAZOP ajuda a identificar as falhas de instrumentação que poderiam levar a uma atmosfera explosiva.
A metodologia de Checklist é frequentemente usada como suporte para garantir que requisitos normativos específicos da NFPA 660 não sejam omitidos. O checklist cobre itens como aterramento de flanges, uso de correias transportadoras antiestáticas e certificação de equipamentos elétricos. Embora seja uma técnica menos profunda que o What-If, o checklist garante a conformidade com as “regras de ouro” da segurança de poeiras combustíveis.
A FMEA (Failure Mode and Effects Analysis) pode ser aplicada a componentes críticos de segurança, como válvulas de isolamento rápido ou sistemas de supressão de explosão. O foco aqui é entender como o componente pode falhar (ex: falha do atuador, obstrução do sensor) e garantir que existam rotinas de manutenção preventiva e testes funcionais capazes de detectar essas falhas ocultas antes que uma demanda real ocorra.
Uma etapa fundamental de qualquer metodologia de DHA é o Dust Pentágono Assessment. Para cada nó de análise, a equipe verifica a presença dos cinco elementos: Combustível (enxofre), Comburente (ar), Ignição (calor/estática), Dispersão (nuvem) e Confinamento (equipamento). Se os cinco elementos estão presentes, o risco de explosão é real e salvaguardas de proteção (alívio/isolamento) são obrigatoriamente avaliadas.
A análise de Camadas de Proteção (LOPA – Layer of Protection Analysis) pode ser usada de forma simplificada no DHA para validar se o número de salvaguardas é proporcional à severidade do risco. Para um silo de enxofre com alta frequência de carregamento, o LOPA pode indicar que apenas o aterramento não é suficiente, exigindo a adição de inertização ou supressão como camadas independentes de proteção.
O registro da análise deve ser feito em uma planilha estruturada contendo: Perigo, Causa, Consequência, Salvaguardas Existentes, Estimativa de Risco e Recomendações. É vital que as recomendações sejam específicas, mensuráveis e atribuídas a responsáveis com prazos definidos. O DHA sem um plano de ação robusto é apenas um exercício acadêmico sem impacto real na segurança da planta.
Por fim, a metodologia deve incluir a validação em campo (walkthrough). A equipe de DHA deve percorrer a planta para verificar se a teoria corresponde à prática. Isso inclui abrir portas de inspeção (com segurança) para verificar o acúmulo interno de poeira e testar a continuidade elétrica de pontos de aterramento. Essa verificação física é o que confere credibilidade técnica ao estudo e garante que os cenários de risco identificados sejam reais e não apenas hipotéticos.
4.4 – ESTUDOS DE CFD (COMPUTATIONAL FLUID DYNAMICS)
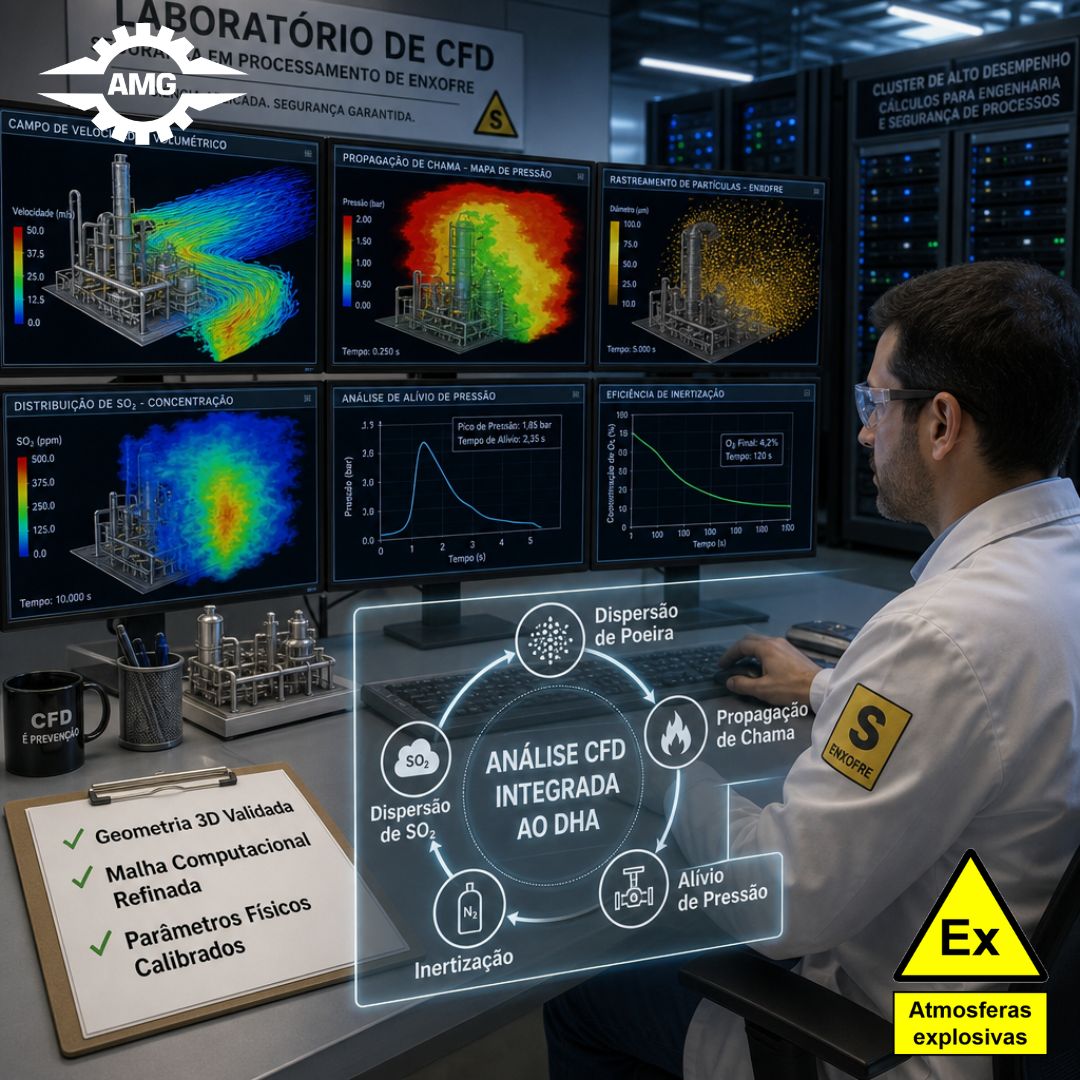
A Dinâmica de Fluidos Computacional (CFD) representa o estado da arte na análise de riscos de explosão de poeira. Enquanto as normas NFPA fornecem equações simplificadas, o CFD permite modelar a geometria real e complexa de uma planta de enxofre, simulando como a poeira se dispersa no ambiente e como a onda de pressão se propaga em caso de ignição. No DHA, o CFD é usado para validar distâncias de segurança e a eficácia de sistemas de exaustão.
Estudos de CFD para dispersão de poeira ajudam a identificar “zonas mortas” onde o enxofre pode se acumular apesar da ventilação existente. Ao modelar o fluxo de ar, o engenheiro pode otimizar o posicionamento das coifas de exaustão e garantir que a velocidade de captura seja suficiente para manter as concentrações abaixo de 25% do LEL (Limite Inferior de Explosividade). Isso é crucial em áreas de recepção de caminhões ou moagem, onde a geração de poeira é intensa.
Na simulação de explosões, o CFD modela a frente de chama e a taxa de elevação de pressão em tempo real. Softwares especializados consideram a turbulência gerada por obstáculos internos (vigas, tubulações, máquinas), que pode acelerar a chama e transformar uma deflagração simples em um evento muito mais violento. Para o enxofre, que possui baixa MIE, entender onde a turbulência é maior ajuda a priorizar o reforço estrutural ou o isolamento de explosão.
O CFD também é fundamental para validar o posicionamento de painéis de alívio de explosão. Em equipamentos complexos, como filtros de mangas com divisórias internas, o alívio de pressão pode não ser uniforme. A simulação mostra se a pressão reduzida (Pred) realmente permanecerá abaixo da resistência mecânica do invólucro em todos os pontos, evitando falhas catastróficas por deformação localizada.
Outra aplicação crítica é o estudo de Explosões Secundárias. O CFD pode simular como a onda de choque de uma explosão primária em um elevador de canecas se propaga pelo galpão e suspende as camadas de poeira acumuladas em estruturas elevadas. Essa simulação visual é uma ferramenta poderosa de conscientização para a gerência, demonstrando que mesmo uma pequena quantidade de poeira no teto pode levar à destruição total da edificação.
Para sistemas de inertização, o CFD modela a eficiência da mistura do gás inerte com o ar. Ele garante que não existam “bolsões de oxigênio” dentro de silos de enxofre de grande volume, onde a ignição poderia ocorrer apesar do sistema de inertização estar ativo. A simulação valida o número e a posição dos bicos de injeção de nitrogênio, garantindo a eficácia da salvaguarda preventiva.
A análise de Dispersão de Gases Tóxicos (SO2) pós-explosão também utiliza CFD. Em caso de incêndio em uma pilha de enxofre, a simulação prevê a pluma de fumaça tóxica considerando a topografia local e as condições meteorológicas predominantes. Isso permite que o planos de resposta a emergências muito mais precisos, definindo zonas de exclusão e rotas de fuga seguras para os colaboradores e a comunidade.
Embora o CFD exija alto poder computacional e especialistas dedicados, o retorno sobre o investimento é claro: ele elimina o “superdimensionamento conservador” e foca os recursos onde o risco é realmente maior. Para projetos de alta complexidade ou plantas de fertilizantes de grande porte, o CFD é a ferramenta que transforma o DHA em um projeto de engenharia de precisão, elevando o patamar de segurança da unidade a níveis de excelência mundial.
4.5 – SIMULAÇÕES DE EXPLOSÃO E ENGENHARIA DE PROTEÇÃO

As simulações de explosão são ferramentas quantitativas que permitem prever o comportamento de uma deflagração de enxofre dentro de um volume confinado. Utilizando os parâmetros laboratoriais de Kst e Pmax, os engenheiros realizam cálculos de engenharia de proteção para garantir que o equipamento possa suportar ou aliviar a pressão gerada. Essas simulações são a base para o cumprimento da NFPA 68 e garantem que o “confinamento” do pentágono da explosão seja controlado.
O cálculo da Pressão Reduzida (Pred) é o coração da simulação de alívio. O objetivo é garantir que a pressão máxima atingida durante uma explosão aliviada seja menor do que a pressão que o equipamento pode suportar sem romper (P.enclosure). Para o enxofre, devido à sua reatividade, a área de alívio necessária costuma ser maior do que para poeiras agrícolas, exigindo painéis de ruptura de alta performance e baixa inércia.
Simulações de propagação em dutos avaliam o risco de Pré-compressão. Quando uma explosão viaja de um equipamento pequeno para um grande através de um duto, a pressão no segundo equipamento pode ser comprimida antes da chegada da chama, resultando em pressões de explosão muito superiores ao Pmax padrão. A simulação identifica esses pontos críticos e define a necessidade de válvulas de isolamento rápido ou barreiras químicas de supressão.
A modelagem de Efeitos de Recuo (Recoil Forces) é essencial para a integridade estrutural. Quando um painel de explosão se rompe, a saída violenta de gases gera uma força de reação oposta que pode derrubar o equipamento de seus suportes se eles não forem dimensionados para essa carga dinâmica. O DHA deve validar se as fundações e suportes de silos e filtros de enxofre foram projetados para suportar essas forças de recuo simuladas.
Simulações de Flame Front Propagation ajudam a definir as distâncias de segurança externas. Quando um painel de explosão atua, uma bola de fogo é expelida. A simulação prevê o alcance dessa chama (que pode chegar a dezenas de metros) e garante que ela não atinja tanques de produtos químicos, áreas de circulação de pessoas ou outros equipamentos críticos. Se a distância for insuficiente, a simulação justifica o uso de supressores de chama (flameless venting).
Para sistemas de supressão ativa, a simulação define o Tempo de Detecção e Atuação. O sistema deve detectar o aumento de pressão e injetar o agente extintor antes que a pressão ultrapasse o limite de segurança. Como o enxofre tem uma queima rápida, o sistema de supressão deve ser de ultra-alta velocidade. A simulação valida se o número de garrafas de agente supressor e o posicionamento dos detectores são adequados para o volume do equipamento.
A engenharia de proteção também considera a Resistência ao Vácuo. Após uma explosão aliviada, o resfriamento rápido dos gases pode criar um vácuo interno capaz de implodir o equipamento. O DHA avalia se o equipamento possui válvulas quebra-vácuo ou se a estrutura é resistente o suficiente para suportar essa pressão negativa, um detalhe técnico frequentemente omitido em análises superficiais.
Por fim, as simulações permitem a análise de Custo-Benefício das proteções. Em alguns casos, a simulação pode mostrar que reforçar estruturalmente um duto é mais barato e eficaz do que instalar um sistema de supressão complexo. Essa abordagem de engenharia em segurança de processos permite que os resultados sejam aplicados de forma inteligente, focando na eficácia técnica e na viabilidade operacional.
4.6 – APLICAÇÃO PRÁTICA AOS EQUIPAMENTOS DE PROCESSO
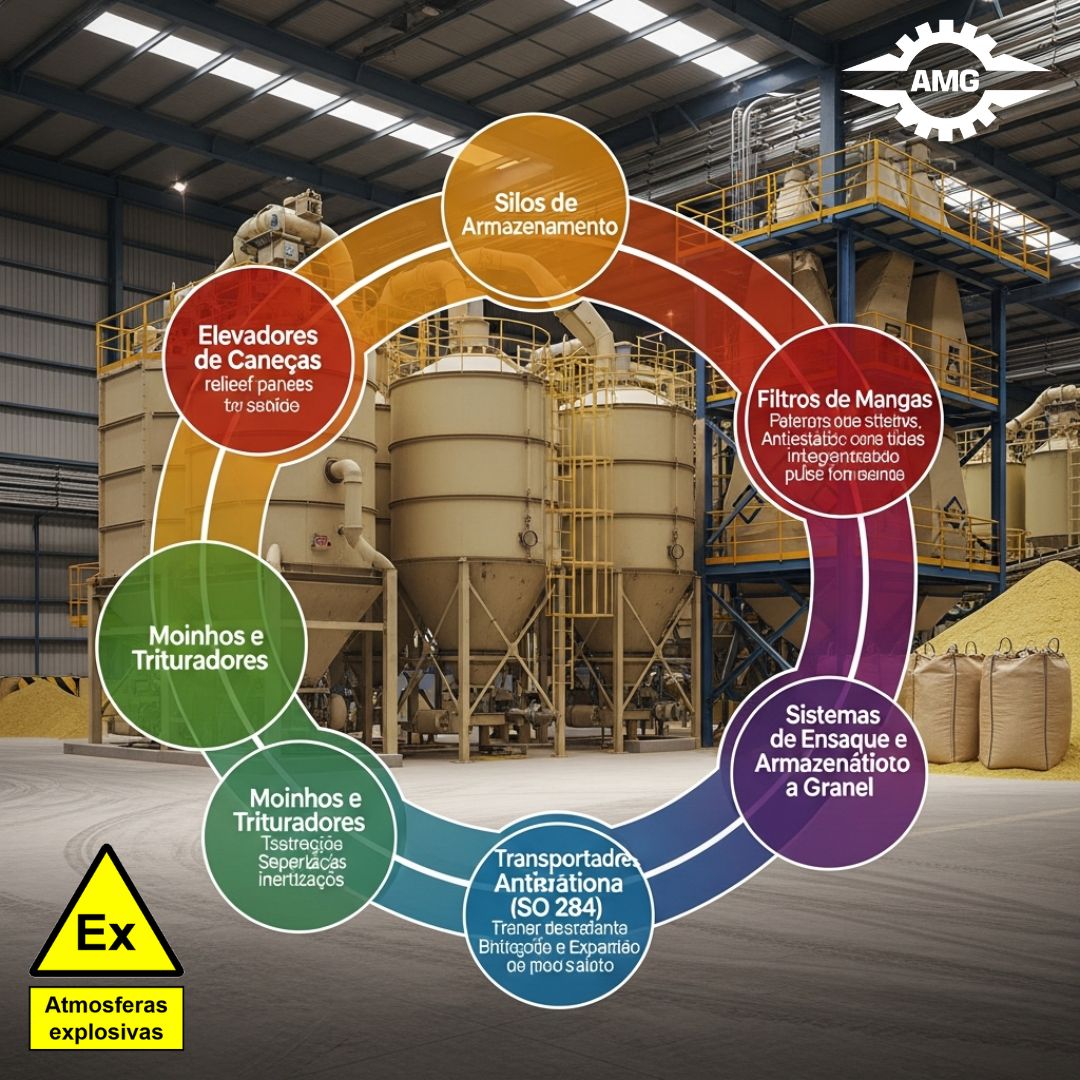
A aplicação do DHA em uma planta de enxofre exige um olhar detalhado sobre cada equipamento. Os Elevadores de Canecas são, estatisticamente, os equipamentos mais perigosos. O DHA deve verificar a presença de sensores de desalinhamento de correia, sensores de sub-velocidade e, crucialmente, se o elevador possui alívio de explosão na cabeça e no pé, além de isolamento para evitar que a explosão entre nos silos de alimentação ou descarga.
Nos Silos de Armazenamento, o perigo reside no grande volume de poeira em suspensão durante o carregamento. A NFPA 660 exige que silos de enxofre possuam ventilação adequada para evitar o acúmulo de H2S (que pode ser liberado pelo enxofre sólido) e sistemas de proteção contra explosão. O DHA avalia se o método de carregamento minimiza a geração de poeira (ex: uso de tubos de queda telescópicos) e se o sistema de aterramento do silo é testado periodicamente.
Os Filtros de Mangas (Coletores de Pó) são “bombas de poeira” por definição, pois concentram os finos de enxofre. O DHA deve garantir que o filtro esteja localizado preferencialmente em área externa. Se estiver interno, deve possuir dutos de alívio direcionados para fora ou sistema de supressão. As mangas devem ser de material antiestático com fios de aterramento integrados para evitar descargas eletrostáticas durante a limpeza por pulso de ar.
Em Moinhos e Trituradores, a energia mecânica é intensa. O DHA foca na prevenção de ignição por fricção ou impacto. Recomenda-se a instalação de sensores de vibração e temperatura nos mancais, além de separadores magnéticos e peneiras vibratórias na alimentação para remover contaminantes metálicos. A inertização é a salvaguarda preferencial para moinhos de enxofre, e o DHA valida a lógica de interlock que impede a partida do moinho se o oxigênio estiver alto.
Transportadores de Correia e de Rosca apresentam riscos de fricção e acúmulo de eletricidade estática. O DHA verifica se as correias são retardantes de chama e antiestáticas (conforme ISO 284). Para transportadores de rosca, a folga entre a rosca e o corpo do transportador deve ser monitorada para evitar fricção metal-metal. O acúmulo de poeira sob as correias transportadoras é um ponto crítico de housekeeping que o DHA deve sinalizar.
Sistemas de Ensaque (Big-Bags) são áreas de alta interação humana. O DHA avalia o risco de descargas eletrostáticas do tipo “propogating brush discharge” que podem ocorrer se o big-bag não for do Tipo C (aterrável) ou Tipo D (dissipativo). O uso de grampos de aterramento com monitoramento de resistência é uma recomendação padrão para garantir que o operador não inicie uma explosão ao aproximar-se do bocal de enchimento.
Dutos e Tubulações de transporte pneumático devem ser avaliados quanto à velocidade de transporte. Velocidades muito baixas permitem a deposição de poeira (criando camadas), enquanto velocidades muito altas aumentam a geração de eletricidade estática e o desgaste abrasivo. O DHA valida se o projeto do sistema pneumático mantém as velocidades dentro da faixa de segurança e se todas as juntas de expansão e flanges possuem pontes de aterramento.
Por fim, o DHA avalia as Áreas de Armazenamento de Enxofre a Granel. O risco aqui é de incêndio em massa e geração de SO2. A análise verifica se as pilhas estão separadas por paredes corta-fogo, se há acesso para equipamentos de combate a incêndio e se os operadores utilizam pás e carregadeiras de material que não gera faíscas. A aplicação prática do DHA transforma as diretrizes genéricas das normas em ordens de manutenção e procedimentos operacionais específicos para cada ativo da planta.
4.7 – CONCLUSÃO
A condução de um DHA para poeiras de enxofre revela que a segurança de processos é um sistema integrado, onde a falha de uma pequena salvaguarda administrativa pode anular um investimento milionário em engenharia de proteção. A principal conclusão é que o enxofre exige um nível de disciplina operacional superior, onde o controle de eletricidade estática e o housekeeping rigoroso não são opcionais, mas pré-requisitos para a sobrevivência do negócio.
As recomendações de um DHA devem ser priorizadas usando uma matriz de risco (Frequência x Severidade). Recomendações de “Risco Crítico” (ex: falta de isolamento de explosão em um silo) devem ser tratadas como prioridade imediata, com interrupção do processo se necessário. Já recomendações de “Melhoria Contínua” (ex: automação de um registro de limpeza) podem ser planejadas para paradas de manutenção futuras, garantindo uma gestão financeira responsável da segurança.
Uma recomendação estratégica comum é a Automatização da Segurança. Reduzir a dependência da ação humana por meio de sensores de temperatura, detectores de faísca e sistemas de inertização automática aumenta a confiabilidade do sistema. O DHA frequentemente aponta que investir em instrumentação de segurança (SIS – Safety Instrumented Systems) tem um retorno superior ao custo de reparo pós-incidente e aos prêmios de seguro elevados.
A Cultura de Housekeeping deve ser elevada ao status de valor organizacional. O DHA recomenda que a limpeza não seja vista como uma tarefa secundária, mas como uma barreira técnica de segurança. O uso de auditorias de “camada de poeira” e a meta de “zero poeira visível” em áreas críticas são passos fundamentais para eliminar o risco de explosões secundárias, que são as que realmente destroem plantas industriais.
O Treinamento Especializado é uma recomendação recorrente. Operadores e mantenedores devem ser capacitados especificamente em poeiras combustíveis e nos riscos do enxofre. Eles devem entender o funcionamento das salvaguardas (ex: “por que este cabo de aterramento é vital?”) para que não as ignorem ou as removam durante a manutenção.
A Gestão de Mudanças (MOC) deve ser rigorosamente aplicada. O DHA conclui que muitas explosões ocorrem após “pequenas melhorias” que alteraram a granulometria do enxofre ou a velocidade de um transportador sem uma análise de risco prévia. Fortalecer o processo de MOC é a recomendação que garante que o nível de segurança atingido pelo DHA não se degrade ao longo do tempo.
Por fim, o DHA recomenda a Padronização dos Ensaios Laboratoriais. Ter um histórico de dados de explosividade do enxofre recebido ao longo das estações do ano permite identificar tendências e ajustar as salvaguardas preventivas. A integrada ao controle de qualidade da matéria-prima, tratando a “explosividade” como um parâmetro tão importante quanto a “pureza química”.